
办什么要使用刀具半径补偿呢?
因铣刀存在一个刀具直径,机床的运动轨迹是控制刀具的旋转中心线,而非刀具铣削的侧刃。
指令格式:
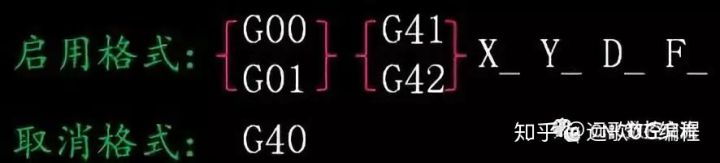
格式说明:
G41:是相对于刀具前进方向左侧进行补偿,称为左补偿(补偿量可为正负值,属于模态指令)。
G42:是相对于刀具前进方向右侧进行补偿,称为右补偿(补偿量可为正负值,属于模态指令)。
D:刀具半径补偿号
G40:是取消刀具半径补偿的指令。
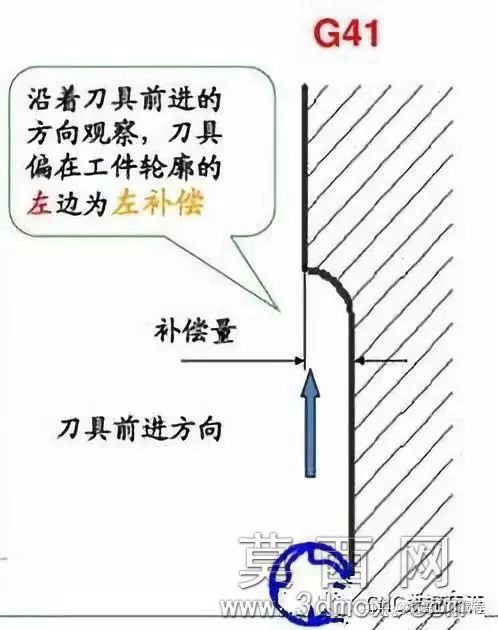
判定方法:
G41为刀具半径左补偿,定义为假设工件不动,沿刀具前进方向向前看,刀具在零件左侧的为左补偿,如下图:
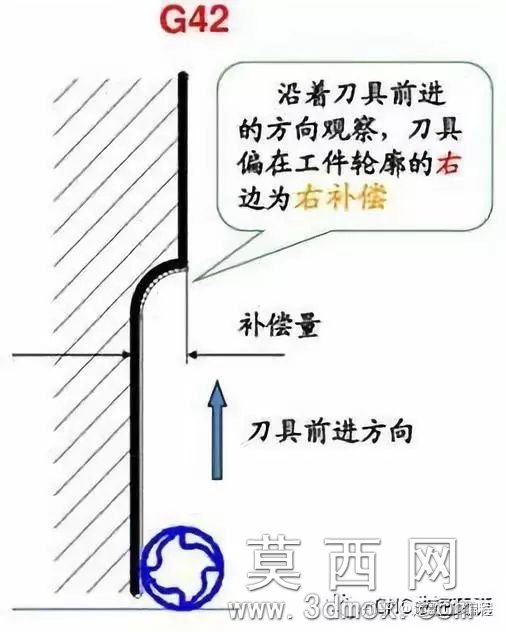
G42为刀具半径右补偿,定义为假设工件不动,沿刀具前进方向向前看,刀
具在零件右侧的为右补偿,如下图:
案例说明:
铣削一直径50内孔,采用顺铣加工后,实际测量值为49.9,采用G41进行刀补补偿,补偿量计算如下:
D=50-49.9=0.1
由于补偿采用的是半径补偿,所以
D=0.1/2=0.05
由于采用的是顺铣,内孔需要加大,所以D为负值
D=-0.05
刀具半径补偿界面如下:

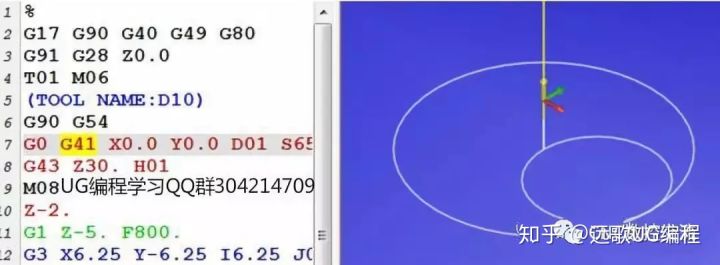
G41/G42代码添加位置如下:
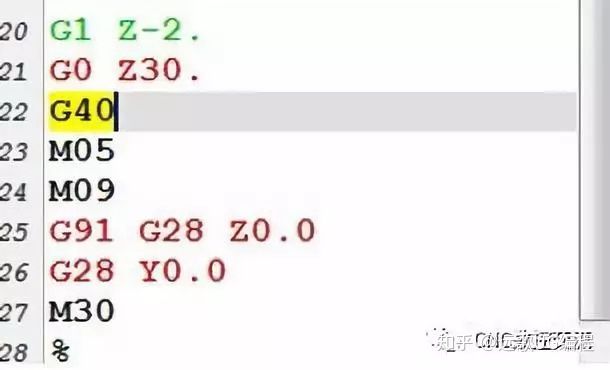
G40代码添加位置如下:
根据以案例,我们也可以逆向思考,如果实际测量值为50.1,也就是说内孔过切了,那么此时的D值就应该为正值,D的补偿量也就是“0.05”了。
注意事项:
1、刀具半径补偿D的参数补偿值可为正负值。(当为负值时,G41与G42的补偿功能进行了互换,在实际工作中,只有其一即可。)
2、刀具半径补偿只能在二维平面内不为零的直线内进行。其建立刀具补
偿D的参数补偿值必须大于起点到终点间的距离。
3、G41(或G42)必须与G40成对使用。
4、建立刀具半径补偿,一般应在切入工件之前完成建立。
5、G41(或G42)与G40之间的程序段不得出现任何转宏程序转移条件误语名,如镜像、子程序等指令。
6、在有G41(或G42)、G40的程序段,只能用G1或G0控制轴的移动,若用其它轴移动指令(如G2、G3)时,则系统报警。
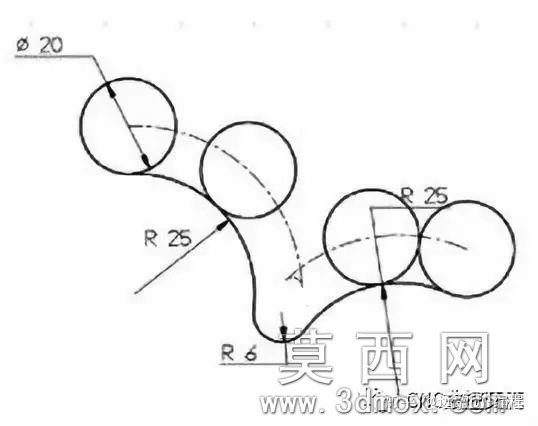
7、刀具半径补偿D的参数补偿值在编写圆弧时注意圆弧半径干涉,补偿值必须要小于轮廓程序的半径值,否则将发生过切或出现报警。如下图:
8、撤销补偿的程序段,一般应在切出工件之后,即刀具抬起后,再进行取消刀
补。
经验之谈:在FANUC OiM系统中,由于预计能力有限,要求建立刀补后,在读程序行中必须有位置动动指令,否则系统不知道下一步该往何处运动。如程序中连续两段补偿平面内无移动指令,则系统无法计算下一步的终点坐标。
N100 G0 G41 X10. Y10 D01
N102 G43 Z10. H01
N104 M08
此程序中,N100行在X 、Y平面建立刀补后,由于N102和N104两行都未出现在X、Y平面内的运动指令,则系统报警。

