皮带输送机作为一种运量大、效率高、对恶劣工况适应性强的输送设备,已被广泛地应用在食品、日化、港口、矿山、电力等行业。根据皮带输送机的运行工况,应用到特殊环境中还有防爆要求。滚筒的使用寿命严重地影响输送设备的正常运转和生产,这就对滚筒质量提出了严格的要求。

滚筒的结构如上图所示,主要由筒皮、轴承座、接盘、轴、轴承、胀套等组成。其中,筒皮、接盘、轴承座、轴是机加工件,轴承、胀套则是外购的标准件。
2、滚筒的质量要求
(1)筒皮的质量要求
筒皮的材料一般采用焊接性和可切削性较好的Q235一A普通碳素钢.筒皮由卷板机将厚钢板卷成圆筒状,纵向焊接而成。焊接前把对接处打磨干净。去掉氧化皮,按焊接工艺规程进行焊接。
筒皮纵向对接后,进行整形处理。整形后筒皮外圆的圆度要求按表1规定。
(2)接盘和轴承座的质量要求
接盘和轴承座采用铸钢件,材料为ZG230-450或ZG270—500,它们的质量要求应达到下列规定:
①重要部位不允许有影响强度的砂眼和气孔。次要部位上砂眼、气孔的总面积不允许超过缺陷所在面积的5%,凹入深度不允许超过该处壁厚的1/5,每个铸件上的缺陷不得超过3处。
②不允许存在长度大于3倍宽度的线状缺陷。
③单个点状缺陷不得大于φ6mm。
④两个相邻点状缺陷的间距大于其中较大缺陷尺寸时,按单个缺陷分开计算;间距小于其中较大缺陷尺寸时,两个缺陷合并计算,其缺陷当量总和不得大于φ6mm。
⑤密集性缺陷面积不得大于90mm,缺陷总面积不得超过表2的规定。
⑦当底波高度比原波高度降低25%,探测区域大于50mm,视内部有较大缺陷不允许存在。
⑧铸钢件质量满足要求后进行切削加工,对接盘上安装胀套的孔进行粗加工,加工与筒皮环形对接的坡口,轴承座的加工。
(3)筒体的质量要求
筒皮与接盘环形对接的坡口形状直接影响焊缝的质量,原DTⅡ、DTⅡ(A)系列结构滚筒对接坡口形状如图2所示: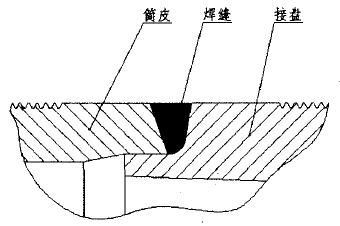
图2 滚筒对接坡口形状
优化后的坡口左右对称,焊接时两焊件受力、收缩变形比较均匀,不易产生焊接缺陷。加工工艺简单,组对工艺合理,焊缝加深强度加大,焊接时两焊件受力、收缩变形比较均匀,不易产生焊接缺陷。此工序为特殊工序,也为关键特殊。
筒皮与接盘焊成筒体后,整体进行退火处理,消除内应力。然后镗安装涨套的两个孔,筒体工件和刀杆安装调整好后一次加工完成,以保证两个孔的同轴度要求。镗完孔后,装上芯轴,车削筒体外圆。外圆直径偏差应符合表3的规定。
轴的毛坯一般用锻坯。45号钢锻轴需进行正火处理,40Cr钢锻轴需进行退火处理,以细化晶格,提高轴的强度。锻轴不应有夹层、折叠、裂纹、结疤等缺陷。也可采用圆棒料轴,为检验轴的质量需进行超声波探伤,轴的探伤质量应符合下列要求:
①不允许有裂纹和白点;
②单个和密集性缺陷必须符合表4的规定;
③允许存在的单个缺陷最大长度200mm;
④单个缺陷的间距应大于100mm,如果小于100mm,则两个缺陷长度与间距之和应小于400mm;
⑤在同一截面积内,单个缺陷不应超过3个。
轴探伤检验合格后,进行粗加工,然后做调质处理,以提高轴的疲劳强度和耐磨性。精加工时必须先对轴的中心孔进行修正,保证轴的加工基准精度。
(5)滚筒的装配质量要求
滚筒装配时,轴与筒体之间采用胀套联接,用力矩扳手拧紧胀套螺栓,保证轴和筒体之间足够的涨紧力。轴承预先装入轴承座中,往轴上装时采用轴承加热器加热,控制加热温度≤100℃ ,温度过高会影响轴承的质量。轴承和轴承座腔中应填充锂基润滑脂,轴承中充油脂量为轴承空隙的2/3至3/4,轴承座腔中应充满。滚筒装配后,应进行静阻力系数检验和静平衡检验,所测得的静阻力系数值应≤0.02,保证滚筒转动灵活;滚筒静平衡精度等级应达到G40要求。