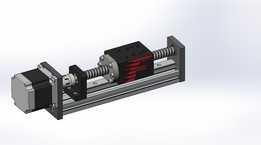
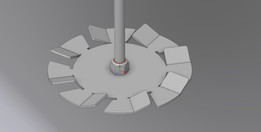
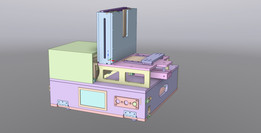
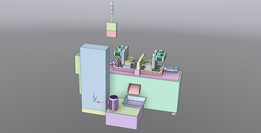
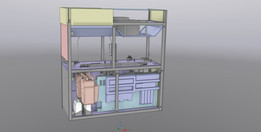
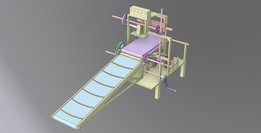
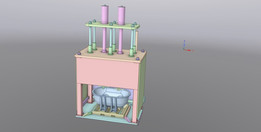
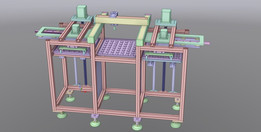
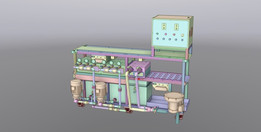
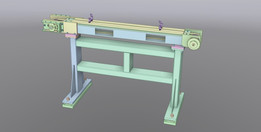
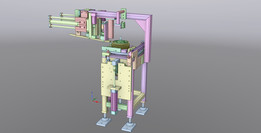
便宜/便宜的CNC等离子桌











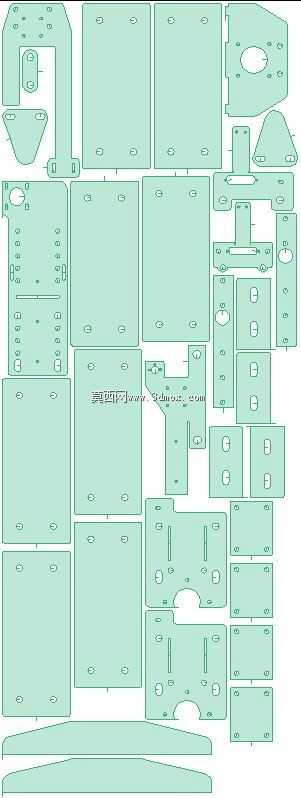



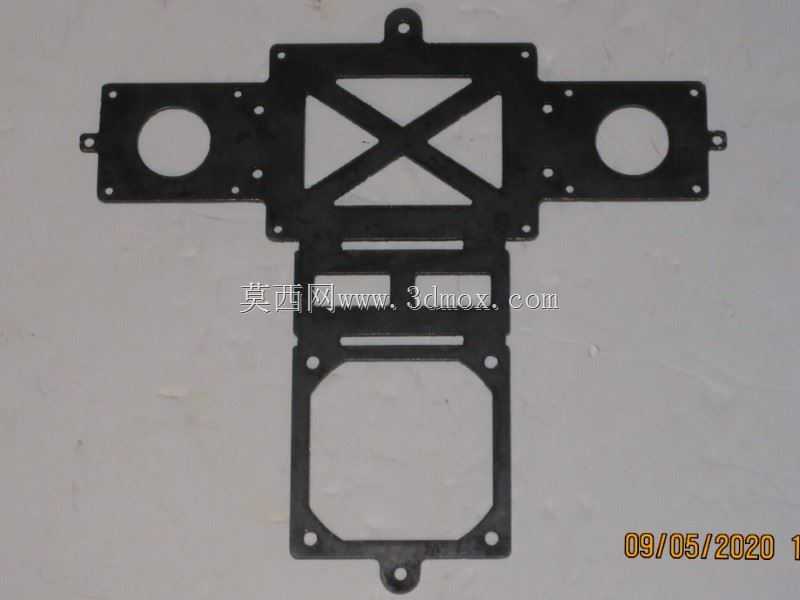






















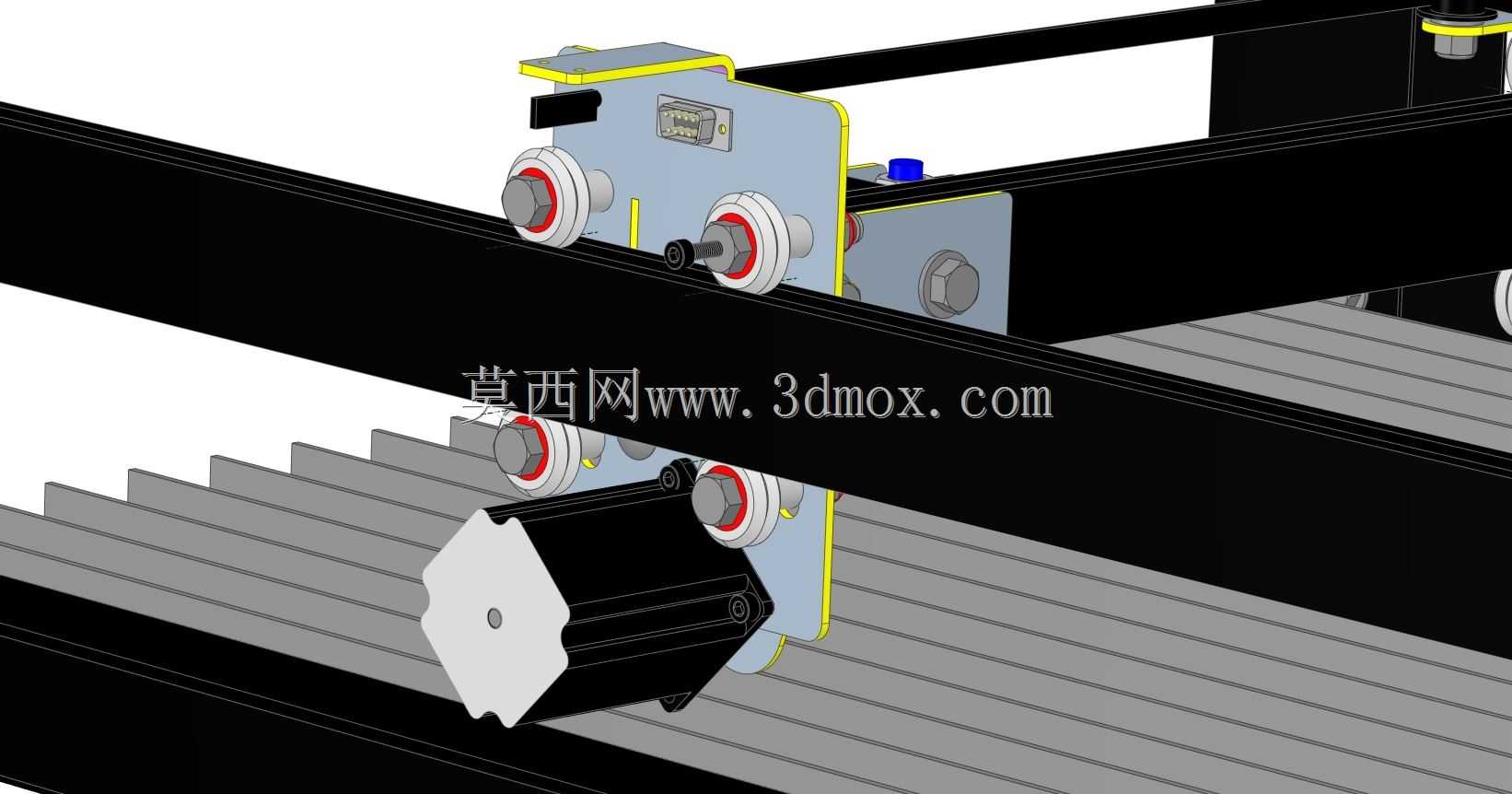
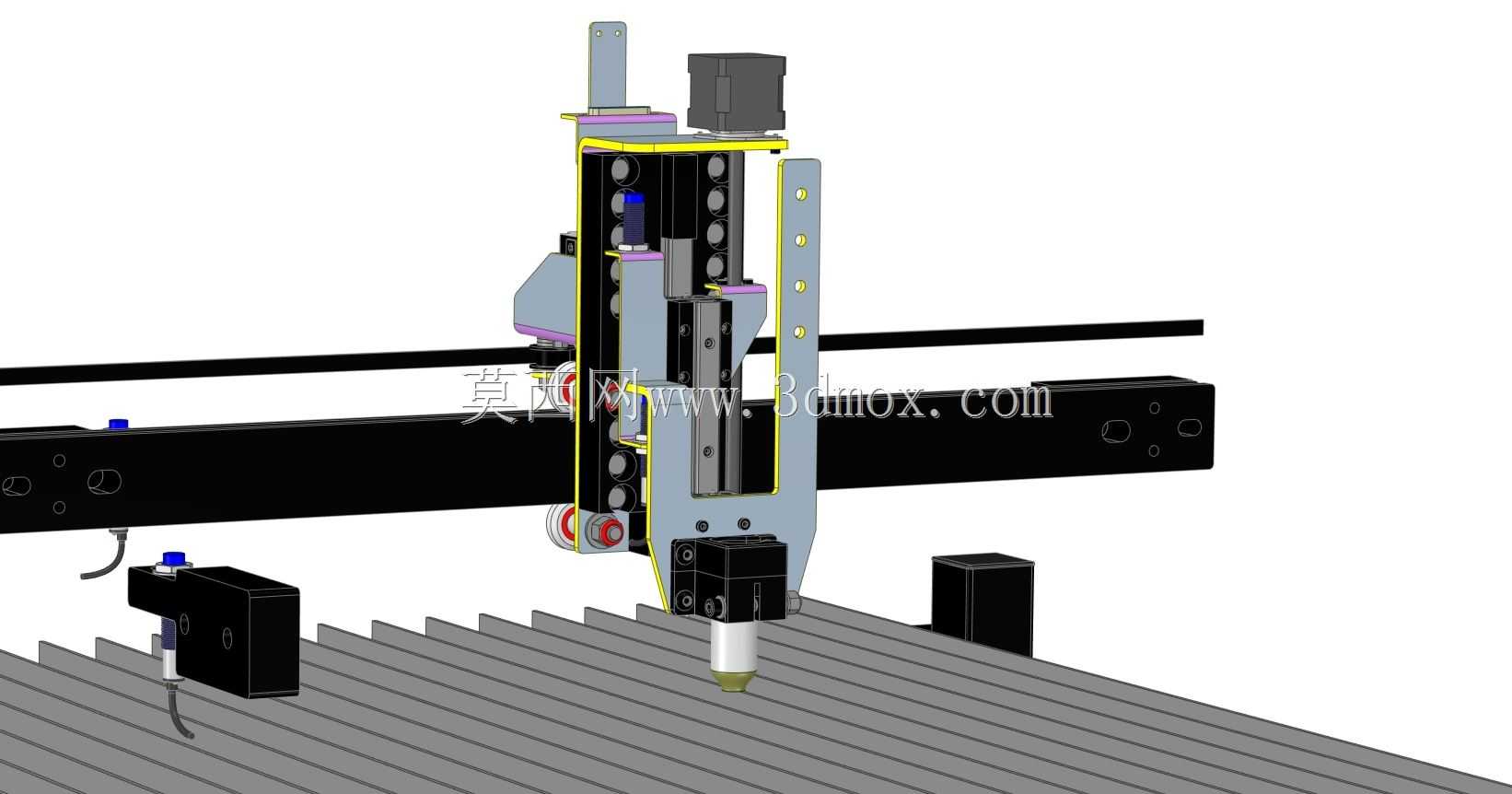
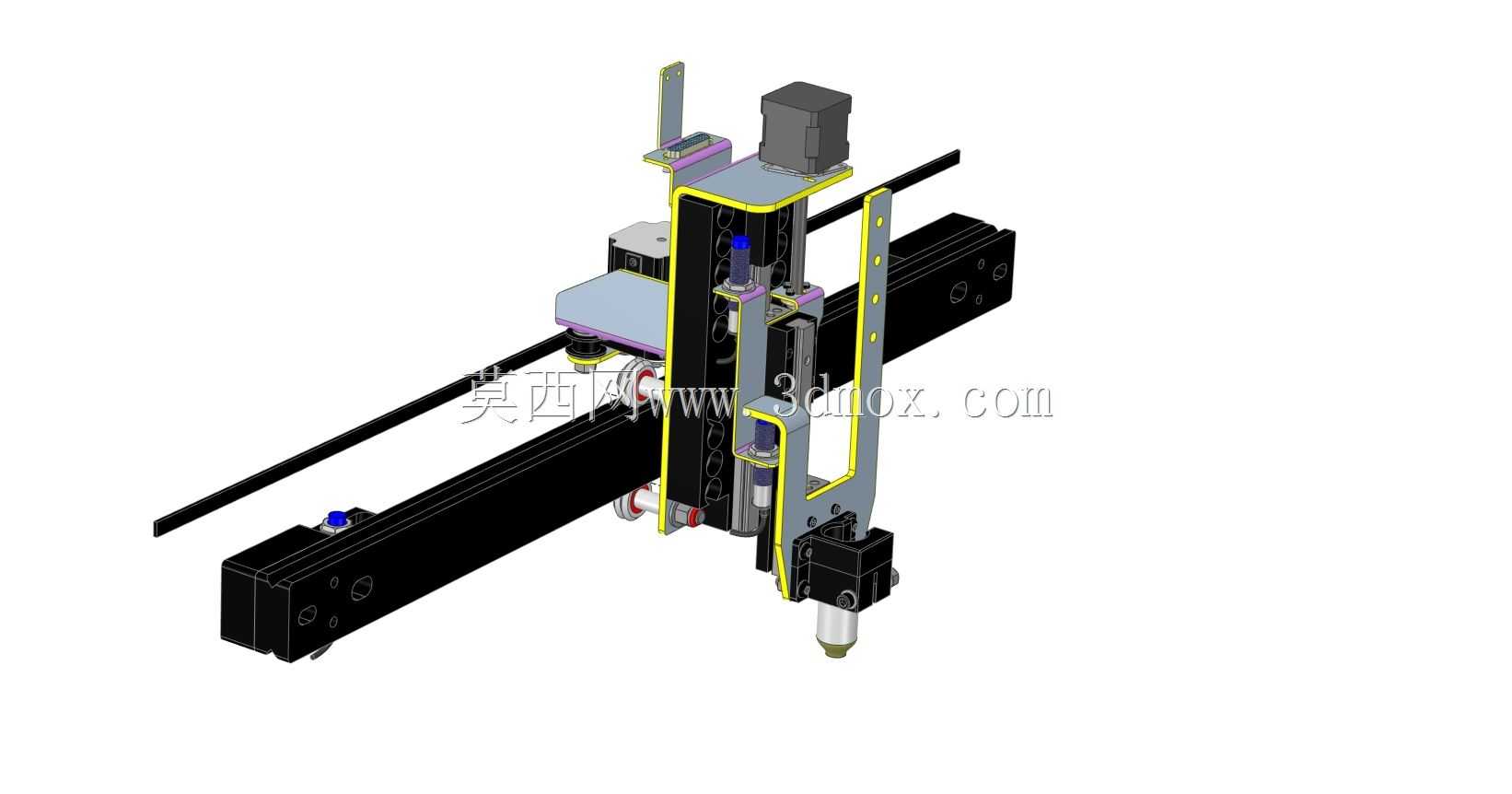
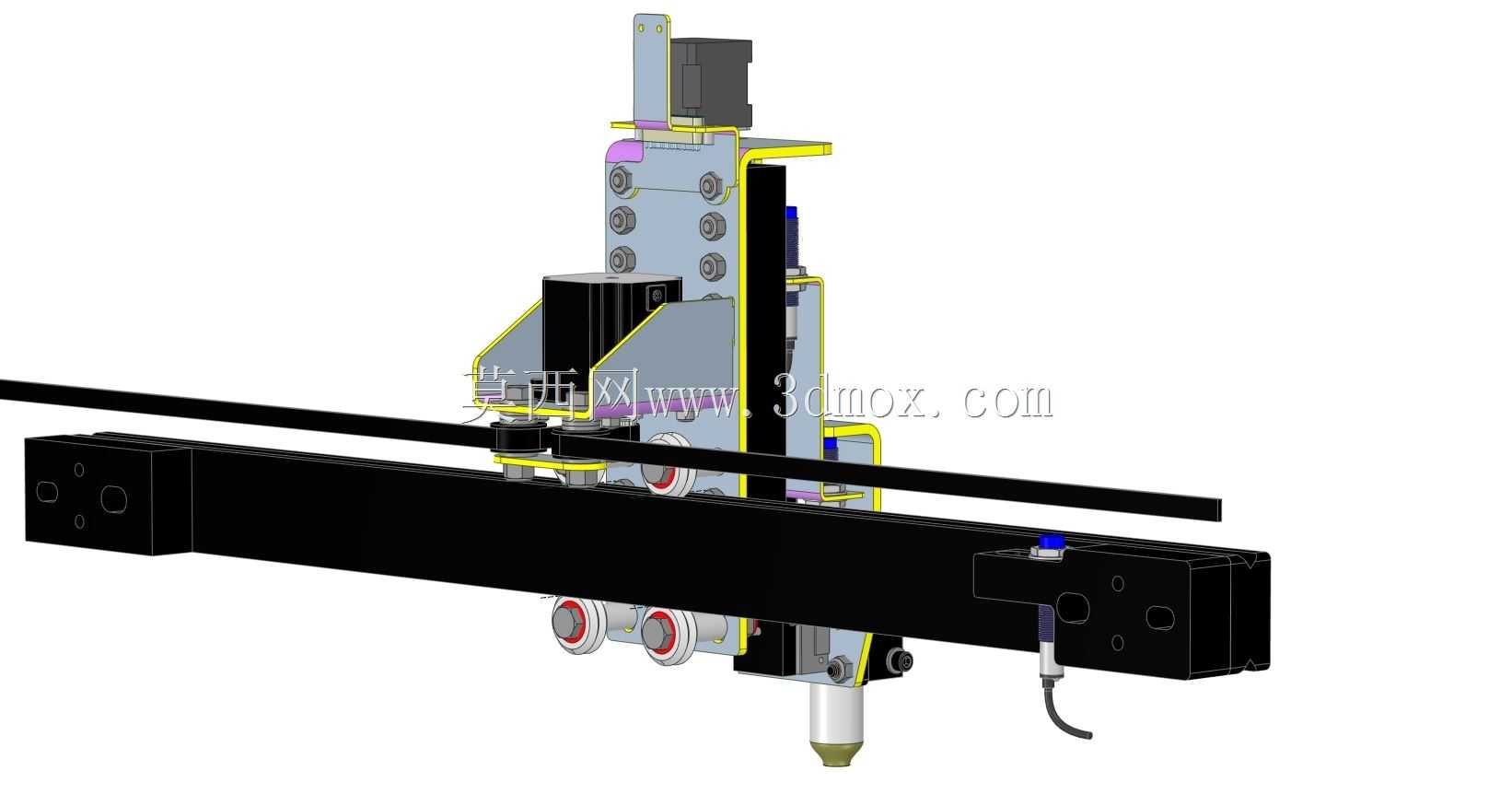

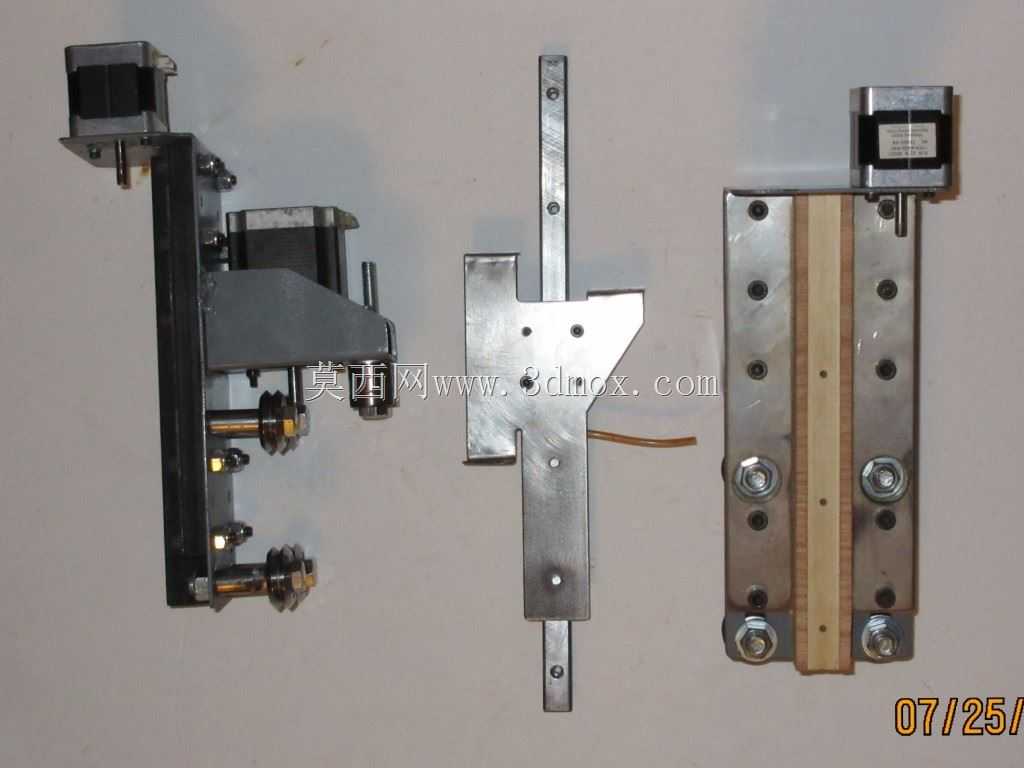

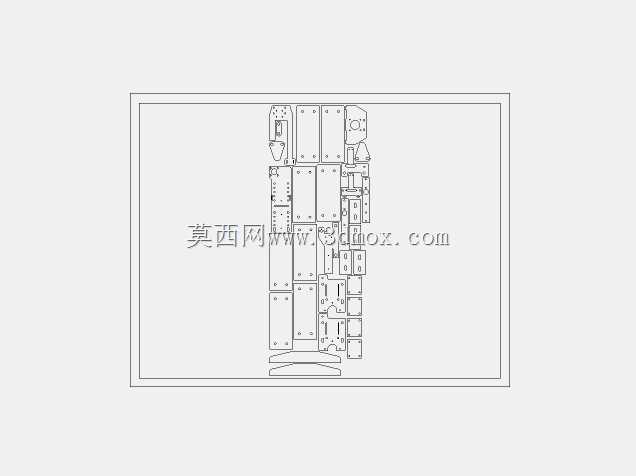

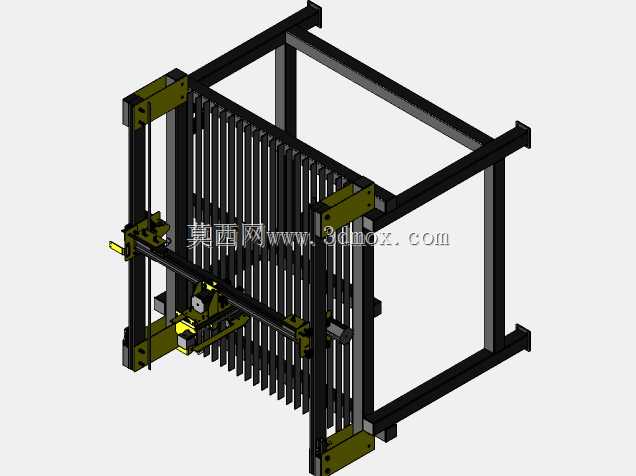
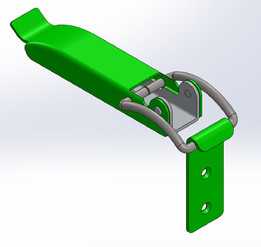
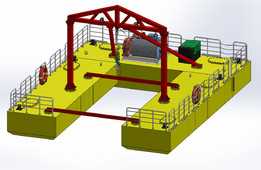
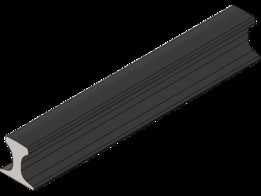
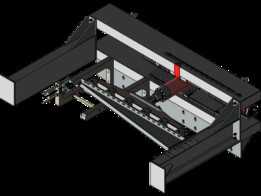
通过简单的等离子切割/布线零件、一些简单的折弯、低独特零件数量以及报废/掉落2“钢管和酚醛树脂(实验室台面材料)上的常见零件/紧固件,完成真实世界的构建。这个比例很好(对于比我有更多空间的人来说)达到了54x102in。工作区,将X和Y轨道加倍,在提供的空间内,移除由2x2x3/16“和2x6x3/16”管构成的工作台上包含的垫片。更新:另外两个构建(50x50“)完成04/20/21.Apx。10个月后,从X轴和Y轴各取一个轮子,打开并检查。经过近几个月的日常使用,没有明显的污染。仍然没有可见的钢轨磨损,也不需要进行调整。阿普克斯。7个月后,钢轨无明显磨损或自第一次切割后的调整。阿普克斯。5个月和1000年的削减后。。。第一次切割是完美的,除了增加轨道支撑高度(增加Z)、更换Z板(更好地支撑火炬电缆)外,没有进行任何机械更改或调整,(后一次)更小的滑轮以获得更大的加速度,降低搁板以收集零件和碎片,以及用于在切割时冷却薄材料的喷嘴和螺线管。除了由凸轮或操作员错误引起的零件外,没有其他零件报废。火炬在切割时还没有接触到材料,“临时”3D打印的PLA火炬架幸存下来(到目前为止),没有任何瘀伤或疤痕。有没有任何问题与便宜的NEMA17,它的马虎黄铜一样的螺母和俘虏轧制T8螺纹杆,或电机阻尼器的THC使任何垂直的Z不准确消失。皮带和;轴承润滑脂:非常冷的温度需要降低50%的快速速度。由于超低的建设成本,即使在电子产品上有点过火,它已经超过支付本身。如果再次建造,我唯一会改变的是在可能的情况下使用不锈钢,对其他所有东西进行粉末涂层,而不是将板条焊接到桌子上(我不认为我最终会像我一样切割……),并使切割面积更大一点。使用定制的后置处理器和LinuxCNC/PlasmaC,切割通常只需要手动点动以开始嵌套,将X和Y归零,然后按play键。RM2-2RS($2.50 eBay)轴承位于树脂X/Y导轨和NSK线性导轨(废料场)的路由槽中,用于Z。NEMA 23(20美元-易趣),带XL滑轮和3/8“皮带(麦克马斯特卡尔),适用于X和Y。带688轴承(易趣)的Delrin惰轮(开放式)(后者更换为相同的铝制惰轮)。3D打印机等级(即:垃圾)NEMA 17($22亚马逊)与8毫米俘虏铅和包括黄铜螺母为Z。12毫米PNP感应传感器($2-易趣)用于X,Y1/Y2最小值,Z最大值和浮动Z开关。运动和控制通过。GeckoG540,运行LinuxCNC/Plasmac的定制ARM/FPGA,以及一些便宜的/小型触摸屏。加速和进给速度都大大超过了等离子切割所需的速度。许多电缆是屏蔽的,没有噪音问题。唯一的关键尺寸是V型槽进入轨道的深度(可以使用其他材料)、垫片、皮带固定位置(基于选定的滑轮/托辊)和Z形螺母安装的弯曲。完成的机器产生非常精确的切割、可怕的孔,各轴无明显偏斜。Z的缺点(堆叠的轨道和低质量的NEMA 17组件,在轧制不良的T8螺纹上有黄铜螺母)不会出现在切割中和/或被良好的THC和运动控制抵消。X机架上的Z轨道支撑/加强板是1“Purebond橡木胶合板,在X和Z之间提供了一些隔离,更轻,与早期的树脂组件相比,可能会产生更安静的低速运动。Torch最初是一个Hypertherm PAC120手电筒,主要供应普通/售后消耗品。最好的切割是用hyperm 120092“管鞍”喷嘴和OEM或通用120573电极获得的。标准020350“气刨”喷嘴在其表面加工平整时工作最佳,但在使用过程中需要比120092更频繁的清洁(修改或不修改)。STEP和IGES via。F360型。DXF(按要求)包括展开的钣金零件。除非在零件名称中注明,否则未在CAD中添加间隙。直接从DXF出口中切割钢件,孔和槽的切割速度降低到60%,这为装配增加了足够的间隙。较小的紧固件可以取代除3/8“支撑RM2轴承之外的所有紧固件。所有的3/8“紧固件扭矩为24英尺磅。最终成本不到300美元没有电子设备


- 模型大小 :126.03 MB
- 消 耗 :5莫西点
- 下载次数 :
- 包含文件 :Other,STEP / IGES,AutoCAD,Rendering,Other,STEP / IGES,Fusion 360,Rendering,Rende