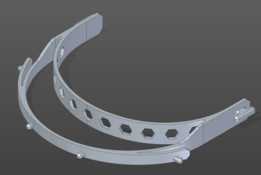
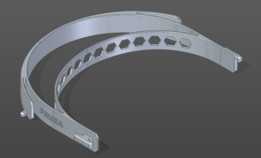
用于0.8mm喷嘴的NIH DtM-v3面罩
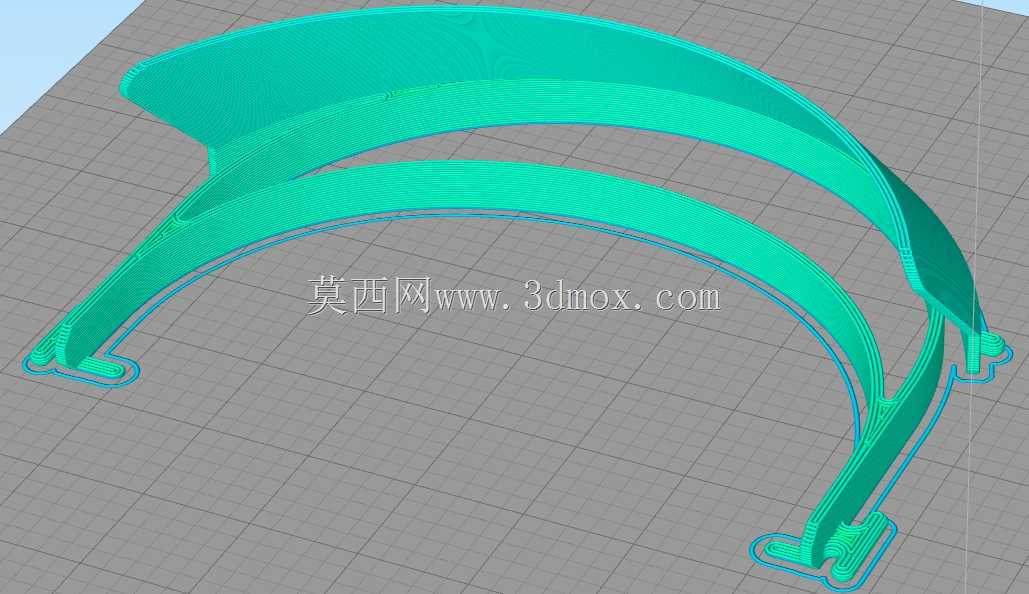
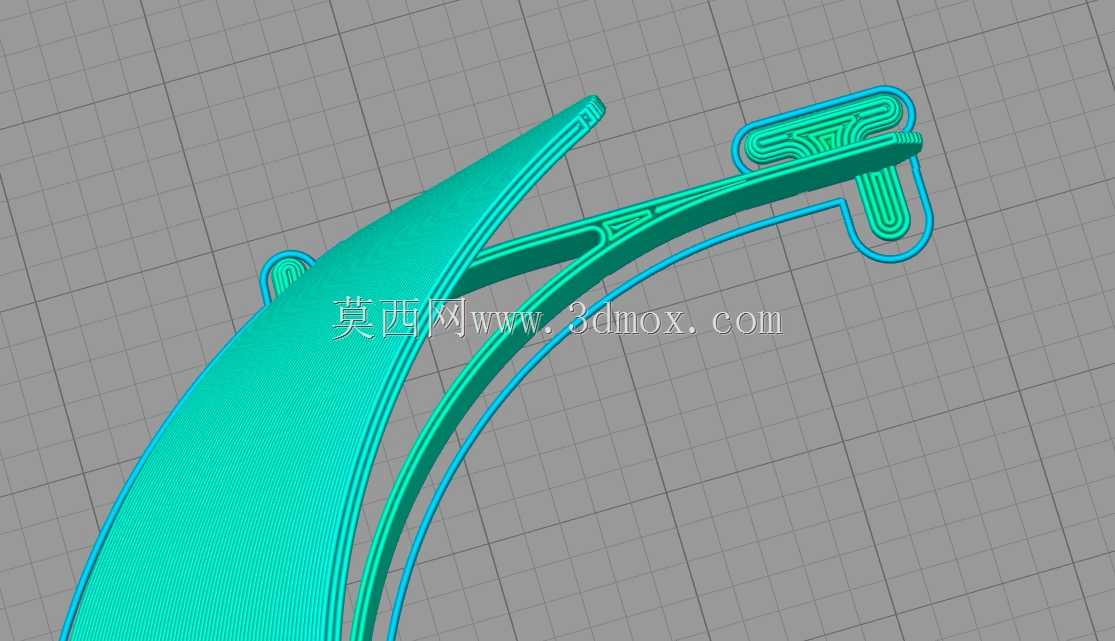


















***实验***我用0.010“/0.25mm的屏蔽进行了测试,但没有用原始Prusa设计中要求的更厚0.02”/0.5mm的材料。首先,我想确认下加强件能很好地卡在0.020“/0.5mm的护罩上。如果有人有一台带有0.8mm喷嘴的打印机,并能把手放在护罩上为我测试,我将非常感谢您的反馈!就像我将Prusa RC2/RC3设计用于宽挤压一样,我也将NIH DtM-v3进行了调整,以利用大直径喷嘴(大于0.4mm)的高流速来提高生产速度。有了这种设计和50mm/s的打印速度,我可以在大约57分钟内打印头带。变体:4后/3后:3后变体设计用于用标准US 3孔冲头(孔中心之间4.25”)冲压的护罩。4柱变体与原始的Prusa RC2/RC3面罩安装柱布局相匹配,并与为安装Prusa头带而制造的面罩交叉兼容。刚性/柔性:刚性模型具有一致的2.88mm(3周)壁厚。flex型号的前束带壁厚为2.88毫米,其他地方的壁厚为1.92毫米(2周)。我发现僵硬的模型更舒适,因为头带的手臂可以更好地抵抗弹性带用手臂末端向佩戴者头部侧面施加压力的趋势。尽管如此,flex型号打印速度更快,材料更少,所以我把它们包括在内。Brim:在打印过程中,头带的手臂从打印床上提起是一个常见的问题,所以我在每个手臂上加了一个小帽沿,以帮助“Brim”型号的床粘合。帽沿可以用齐平的切割器修剪掉。我使用Simplify3D进行切片,因此下面的设置是按照Simplify的配置文件系统中的设置进行组织的。这些设置应该转换为任何切片器,尽管它们的命名和/或组织方式可能不同。关键打印设置:挤出机:喷嘴直径:0.8mm挤出宽度:0.96mm层:主要层高度:0.6mm轮廓/周边外壳:3填充:内部填充百分比:0%;(填充禁用)外部填充样式:同心支撑:生成支撑材质:禁用;(已禁用支持)高级:外部薄壁类型:允许单挤压墙内部薄壁类型:允许单挤压填充我仍在摆弄PETG的其余设置;我可能会回来用一个可选的设置来更新这个


- 模型大小 :未知
- 消 耗 :5莫西点
- 下载次数 :
- 包含文件 :STL,STEP / IGES,Solid Edge,Parasolid,Rendering