一、点位加工概述
1.什么是点位加工?
一般钻加工的完整工序按先后顺序为锪孔、钻中心孔、钻孔、铰孔或镗孔、
攻丝。然而,UG NX 7.5 点位加工的一般操作过程如下: 刀具先快速进给到点位上方的最小安全距离位置,然后以切削速度进给切入工件,完成一个孔的加工。
对于加工一次切削无法完成的深孔,需要采用断屑式加工,就是刀具先从孔中临时提刀排屑,再重新切入待加工区域,继续进行正常的切削,反复多次,直到达到要求的切削深度为止。这时,刀具才快速返回到安全平面。当 UG NX 7.5 完成了一个孔的加工后,刀具会快速移动到下一个待加工孔的位置,等待下一个孔的切削。
2.点位加工用途与特点?
点位加工主要特点如下:
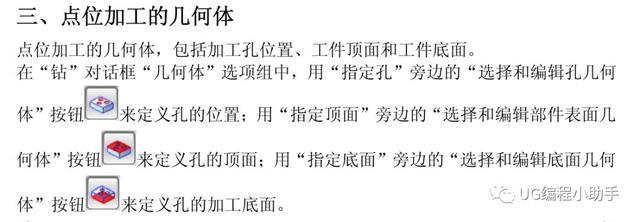
(1)UG NX 7.5 的点位加工创建几何体操作简单。它是不需要指定部件几
何体和毛坯几何体,只需要指定要进行点位加工的点位置、加工表面和底面。
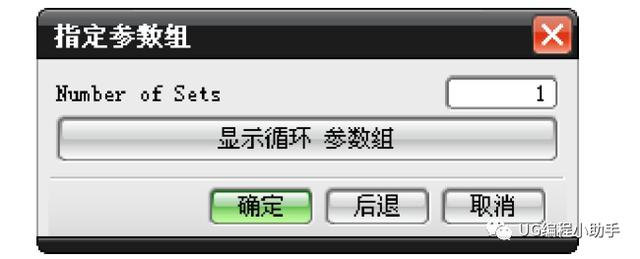
(2)当被加工工件中出现多个相同直径的孔时,可以指定不同的循环方式
和循环参数组来进行加工,而不需要分别指定每个孔的参数进行加工。当孔直径相同,而加工深度和进给速度有所不同时,也可以通过设置循环参数组,一次性完成这些孔的加工,无须分多次进行孔的加工。这样不仅节省时间,提高效率,而且由于使用同一把刀加工,也提高了孔之间的相对位置精度。基于以上点位加工的特点,它主要适用场合如下:
(1)点位加工一般可以用来创建钻孔、扩孔、铰孔、镗孔、锪孔、攻螺纹、
铣螺纹、电焊和铆接等。其中孔类型可以通孔、盲孔、中心孔和各类沉头孔等。例如型芯和型腔的镶针孔、顶针孔、螺丝孔、运水孔等。
(2)常用于需加工的孔数量多、相互位置复杂,并且难于人工计算的加工
场合。
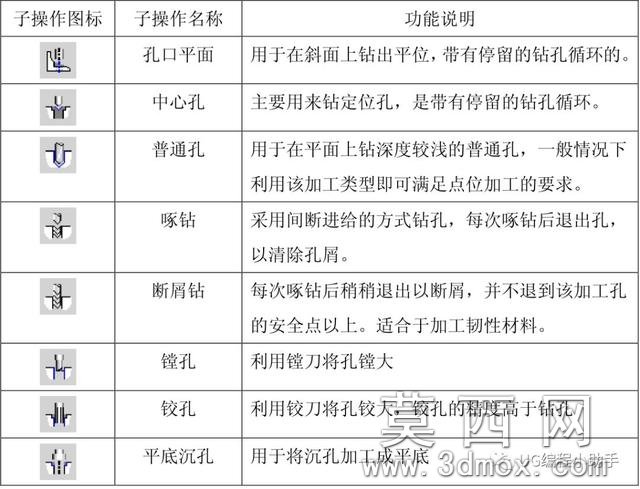
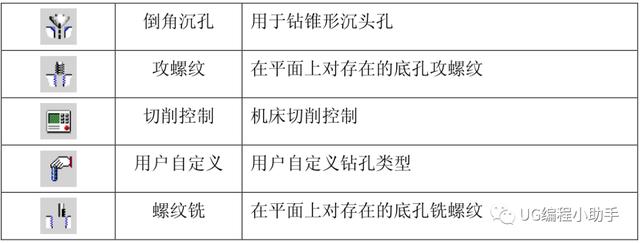
3.点位加工的子类型

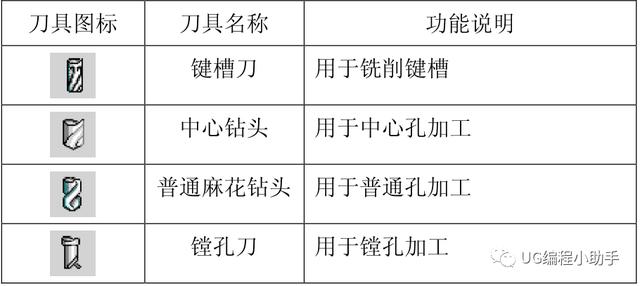
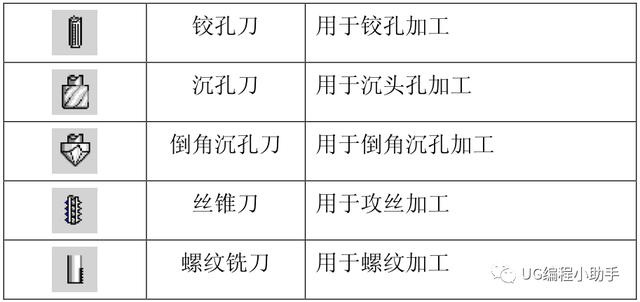
二、点位加工的刀具


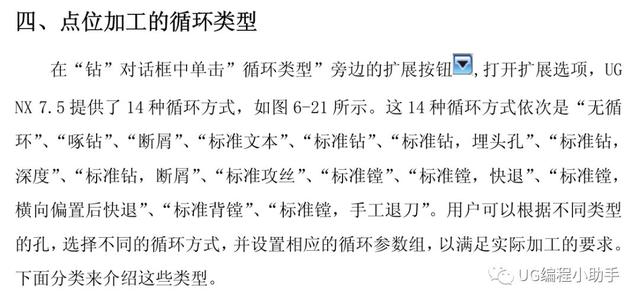
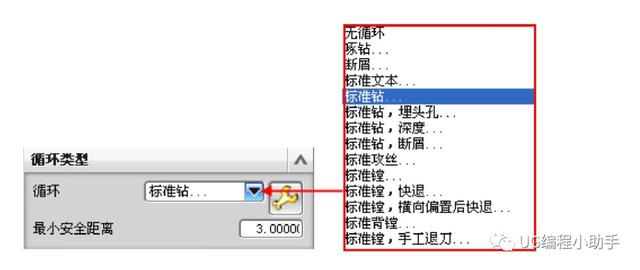
“无循环”属于无循环类型,它生成刀轨时不使用循环语句。“无循环”取
消任何被激活的循环,就是不产生“Cycle”命令,它不需要设置循环参数组和定义其参数,只要选择要加工孔的点位,再指定工件表面和底面后,系统直接生成刀轨。此种钻操作简单方便,适用于用户加工的孔比较少或者加工要求相同的孔。GOTO 循环类型就是在生成刀路时,使用“GOTO”命令来完成点位加工的,包含“啄钻”和“断屑”两种方式。
所有的 CYCLE 循环类型都会产生一个标准循环,所有剩下的循环类型均是
CYCLE 类型,下面将介绍这些类型。对不同类型的孔可以使用不同类型的加工循环方式来加工出满足要求的孔。对于相同类型的孔,当加工要求不同(如进给速度不同或加工深度不同)时,可以通过指定不同的循环参数组。