
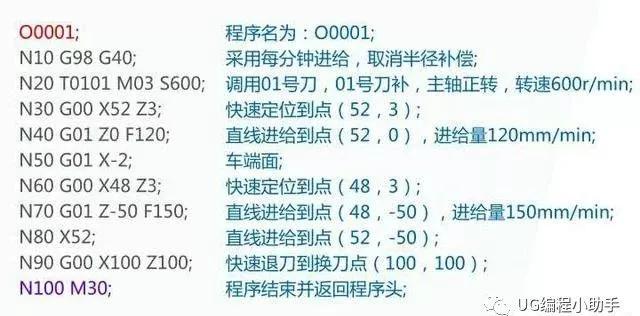
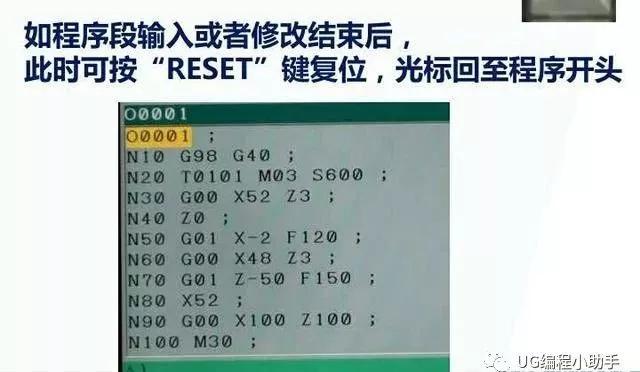
一个完整的程序,一般由程序号、程序内容和程序结束三个部分组成。
O0001; 程序号
程序内容
N10G98G40;
N20 T0101 M03 S600;
N30 G00 X52 Z3;
N40 G01 Z0 F120,
N50 G01X-2
N60 G00 X48 X3;
N70 G01 Z-50 F150;
N80 X52;
N90 G00 X100 Z100;
程序结束
N100 M30;
程序段结构
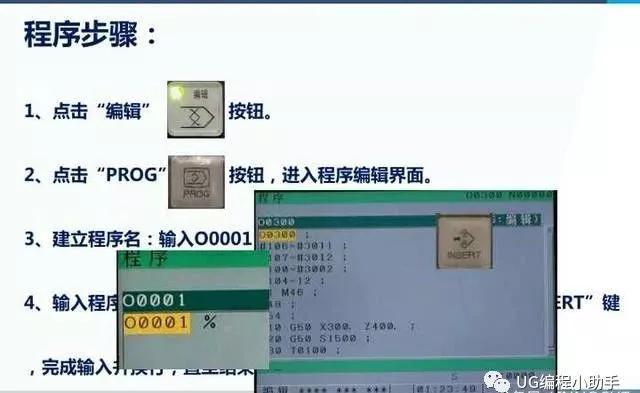
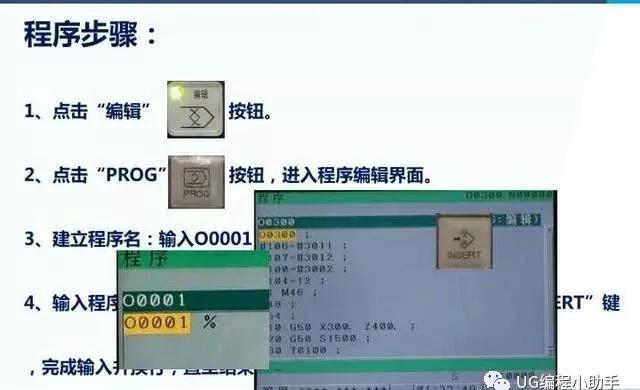
1. 程序号
采用程序地址码区分存存器中的程序,不同数控系统程序的程序地址码不同
2. 程序内容
程序内容是由若干个段组成的,表示数控车床要完成的全部动作。
3. 程序结束
程序结束一般用辅助功能代码可用M02(程序结束)或M30(程序结束,返回起点)等来表示,一般要求单列一段。
程序段格式
现在最常用的是可变程序格式,每个程序段由若干个地址构成,而地址字又由表示地址字的英文字母、特殊文字和数字构成,如N70 G01 Z-50 F150 第N70行 直线补到Z-50,进给速率150mm/min.
程序段中字的排列顺序并不严格,只是为了方便程序编辑与修改,按照上述格式顺序书写。
没有必要的功能字符可以省略
有些字属于模态指令(模态指令是指一经使用,便一直有效,直到被同组的其他代码取代为止),所以,由前面程序段指定的某些G.F.S.T.M功能在本程序段有效时,可以省略。
坐标值中可只写有效数字,省略前置零。
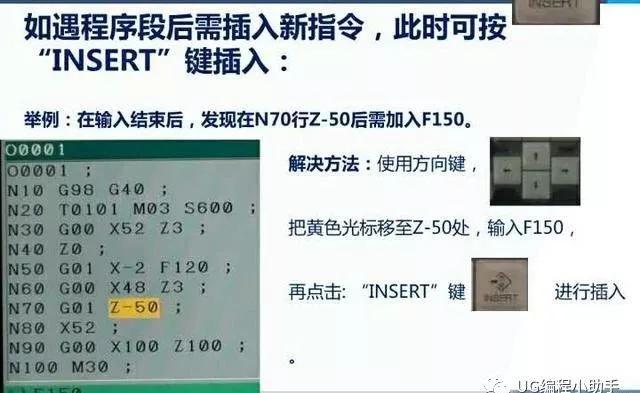
程序段号也可以由数控系统自动生成,程序段号的递增量可以通过“机床参数”进行设置,一般可设定增量值为10,以便在修改程序时方便进行“插入”操作。
数控车床的编程指令

辅助功能指令

FANUC系统常用辅助能M指令
数控车床的编程指令体系

其他功能指令
常州用其它功能指令有:进给功能指令F:如F15表示每分钟进给150mm.
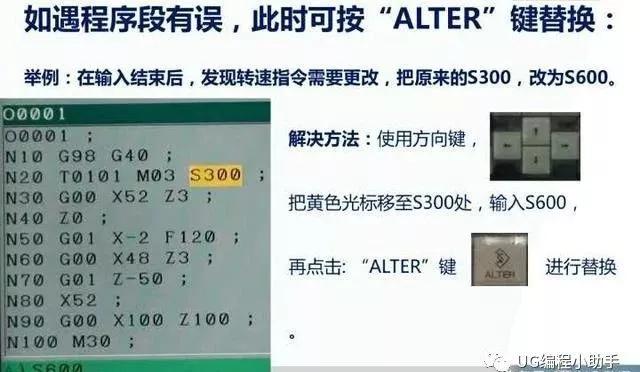
主轴转速功能指令S:如S600表示主轴转速每分钟600转。
刀具功能指令T:如T0101表示调用01号刀,01号刀补参数。

