Ī��3Dģ��ƽ̨������߾�Ʒ·�ߣ�
����ͼֽ����
����¼��
��
��ע�
�ŵ�¼
QQ��¼
���Solidworks�̳���-Solidworks��Ƶ�̳�-Ī����
Ī����
3Dģ������
���ͼֽ
��Աģ��
��Ʒͼֽ
CADͼֽ
Solidworks
UG��Ƶ�̳�
ProE
��е��ͼ
��ǰλ�ã�
Ī����
>
��е��ͼ
>
�����̸���ȴ���ʮ�壩
���
��е��ͼ
| ���ԣ�δ֪
δ֪
| ����ʱ�䣺2023-05-19 | ����ֵ��
���˿���������ӣ���������Ϊ���Ӧ�û�����Ȥ���۵���Ҫ�ط�����Ȼһ��������˶�û�С�����ͻȻ��һ��ʧ�䣬���������һ�ֿ־塣�Ҳ�֪������Ϊ��λ���ٵ�ˮƽ̫�ߣ���м���ҵ��۵������Ǵ�Ҿ�����Щ����û��ʲô�ã��Ѿ���мһ�ˡ��Ǻǣ����ˣ�����Ҫ�ˡ����Ѿ�Խ��Խ����8ү˵������Щ���������ˡ����£��һ����д�����Ը���֮��ʵ��Ҳ������ʲô�ˡ�
2 M5 y8 P# }" X' I9 w
���飺���������ϼ��ȴ�������½�����������ҡ��ϱ�
��������������������
��������̸ʮ��
! }" o3 Z9 W/ C" @+ U- ?
����̸ʮ���У������Ѿ�֪�����ȱ����Ҫ����Ӧ������֯Ӧ���������ڴ����ȴʱ����֯ת��֮ǰֻ����Ӧ���������¶ȸߣ����Ժã������������Ա��ο��Ե���������Ӧ��������������֯ת���MS���£��������ͬʱ�ܵ���Ӧ������֯Ӧ�����ã�Ӧ���ֲ������ӣ����в��ͻ�����ȱ�ݣ�������Ǵ���Σ���¶�����
������һ�������¾�����ɣ��ɹ������вο�����Ȼ���ں��潲�������۵�ʱ��Ҳ�����ü���ķ������м��㡣
c9 s y6 l' ^! s* x
����ʵ�İ�״���������ᣩ������ȴ��ʱ��ϸ�������ڴ�������壬���������쳤���̴ּ������������̡�
�������λ�Ͳ�ι������ڿױ仯���ں�ڵ���������С�����ڵ��������������������γ������������������������ȴ�ٶ��������������С����������٣�
3 g/ U* @" ^, n* u
�����ڿ����ڴ��ʱ��ֻҪ��Ӳ�ˣ�һ��ۿ���������Բ�������Ǵ�
8 Z& {2 u& d- q# o" u
������������Ϊ�쳤�����ڻӻ�ʱ�ɻָ�һ���֣��ػ��¶�Խ�ߣ��ָ���Խ�����ʱ�����ģ��ػ�ʱ����ԭ��
����ˮ����ʹ������Ӧ����̼���ߵıȵ͵IJ�����Ӧ����������ת�����⣩�����ˮ��Ϊ����ʱ���׳��ִ��Ѻͱ��Ρ���̼�ֱ��е�̼�����״��Ѻͱ��Ρ�
6�������ڴ㲻����������ڱ��ֳ���Ӧ��Ϊ���ı����ص㣬���ڴ�����±��ֳ�����֯Ӧ��Ϊ���ı����ص㡣
��Ӧ�����ɱ��⣬����Ϊ�˿������С���Σ���ֹ���ѣ������¹��մ�ʩ��
) u2 g( l4 [1 s: m6 f4 ~ u4 s- Q
1����ȷ�ؽ��ж�����Ԥ���ȴ���
+ I4 ]7 C! K/ E) W. j* r* ?
�ּ��ڲ���ijЩ��֯ȱ���羧���ִ�̼����ֲ������ȳ�������������ѣ�Ӧͨ���������Ԥ���ȴ����跨��ֹ���������������ʹ̼����ϸ����ֲ����ȣ�Ԥ���ȴ����������˻�����ʹ���ǰ�ľ���ϸ������֯���ȡ�
& z; ^6 ]' / O% X4 s/ H
2����ȡ�������ȴ�������
��ȷѡ������¶Ⱥ�ʱ�䣬���⾧���ִڶ��ࣻ����ʱ����ƽ�ȡ����Ⱦ��ȣ���ֹ����ʱ�ͱ��Σ��Լ����÷ּ���𡢵��´��ȹ��ա�
3����ȷѡ����ȴ����
! M3 R8 V. e* x
��ȴ�����У���Ӧ���ܴ�������ڱ�����ƺá��ڱ�֤�㹻��ȴ�ٶȵ�ǰ���£��������ýϻ��͵Ĵ�����Ԥ�乤�գ����ٹ��������²��Կ��Ʊ��Ρ������߱�ʱ�����Բ��ü�ѹ���ʹ��ѹ������ѹӦ������������֯Ӧ������С���Ρ����磬һ�㱡����Ħ��Ƭ����Ƭϳ�������üн���𣬶���ȼ������ɡ�������ר�õĴ��ѹ����
+ G+ @5 G6 A) Y7 U% @- ]* a$ K9 b/ Q+ Q
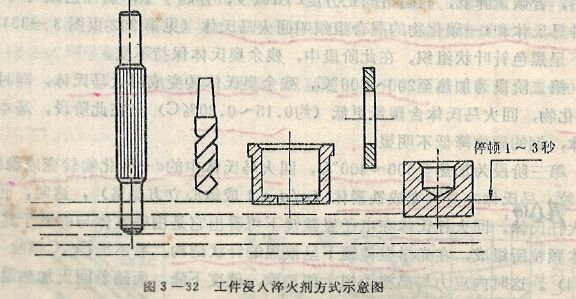
4�����ݹ�����״����ȷ���չ�����������ķ�ʽ���������¡�
" T0 K9 h0 ^! r, X2 L; @
A�������ϴ�ģ�������롣
B��ϸ��������Ƭ�����Ӧ��ֱҺ����Һ��
, o$ }4 A1 i* [4 S1 K+ u
C�����ڼ��ͻ��μ���Ӧ�����ߴ�ֱҺ����Һ��
% n- y. H: b w" ~5 ?3 h
D���а������ä�£�Ӧʹ�׳�����Һ�����������Ų�������ɾֲ��㲻Ӳ��
��ͼΪʾ��ͼ��
) L/ z: i! |/ R2 G# |6 r2 R4 M5 q
5���ö¿Ͱ��ʹ��������ȴ�ٶȾ������ȡ���һЩ�ǹ�������ʯ�ޡ�����������Լ�С���Ӧ��������仯���Ҳ������˿��ʯ�ޡ���������Լ�С���Ӧ����
; _- D( u) ]) p2 d, E8 A2 l
����������ı��Σ��ܶ�����ڴ�������в�����У����У���ȵ�ȷ�������Уֱ��
; [. }$ ^. O3 Q" g6 z! X" z
���ȱ�ݳ����κ������⣬���������Ӳ�Ȳ��㣬�������ڼ����¶Ȼ���ʱ�䲻�㣬�����ȴ�ٶȹ������ֲ����汻��Ĥ��Χ���Լ�����������̼����ɵġ�����ͨ����ȷ�����ȴ��������淶��ѡ�ú��ʵĴ����Լ���ֹ��̼�ȴ�ʩ���Խ����
5 L2 u; L4 V" U1 C: G
/ ]9 u; F9 G$ W
����������١�����Ҳ�����ǽ��˴����һ�½ڡ����DZ���Ҫ˵�����ڴ��Ķ���Զ��ֹ�⼸ƪ���ӡ������˵�����滹���ڴ������������ݡ�����Ϊ����dz�������ѧϰ������Ͳ������ˡ������IJ��֣��ȵ�������˵�ɡ����ܿ�ʼ����ػ�һ�¡�Ҳ�Ǵ��¡���л��
0
�����ղ�
����Ƶ��
������ҳ
QQ�ռ�
������
��Ѷ��
������
����
��һƪ��
�����̸���ȴ���ʮ�ģ�
��һƪ��
�����̸���ȴ���ʮ����
˵��ʲô��
ȫ�����ۣ�
0
��
����
����
��û�����ۣ�������ɳ���ɣ�
��������
�����Ϊһ���ϸ�Ļ�е���ʦ
��е�豸ԭ������100��
�������еѧԺ�̳�
һλ�ϻ�е���ʦ���ĵ���ᣡ̫����
�뵱��е���ʦ��? ������Ŀ��ϰ
��е�������ѧϰ����
��һ�ݹ������ǵ�����ѧЩʲô-����
��е��Ƴ��������ܽ�
��е������ҵ���ȡ����ճ��������µ�
ѧϰSolidWorksӦ�ü���30��
��������
Ӣ�����е����ʦ�����ֲ������ƽ��
��е��ҵ���ʮ������
��˼�ױ���3D���Ӱ��������-proe
SolidWorks����ʵ�ò�����һ��
��е��ͼ������ʶ42�������������ţ
Ƥ�����ͻ���Ͳ�Ľṹ������Ҫ��
��е��ͼ��ʶ�����ͼ�ijߴ��ע
500����еģ�Ͷ���4��
500����еģ�Ͷ���1��
��еģ����Ƶij�������
��վ��ͼ
|
RSS����
|
ԥICP��13014461��-1
��ϵQQ��1102194243