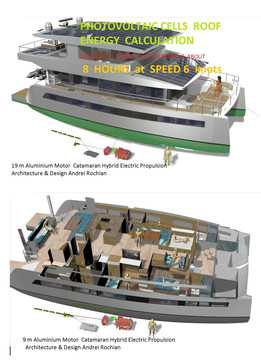
建立造船厂建筑的计划\u0026由Andrei Rochian设计

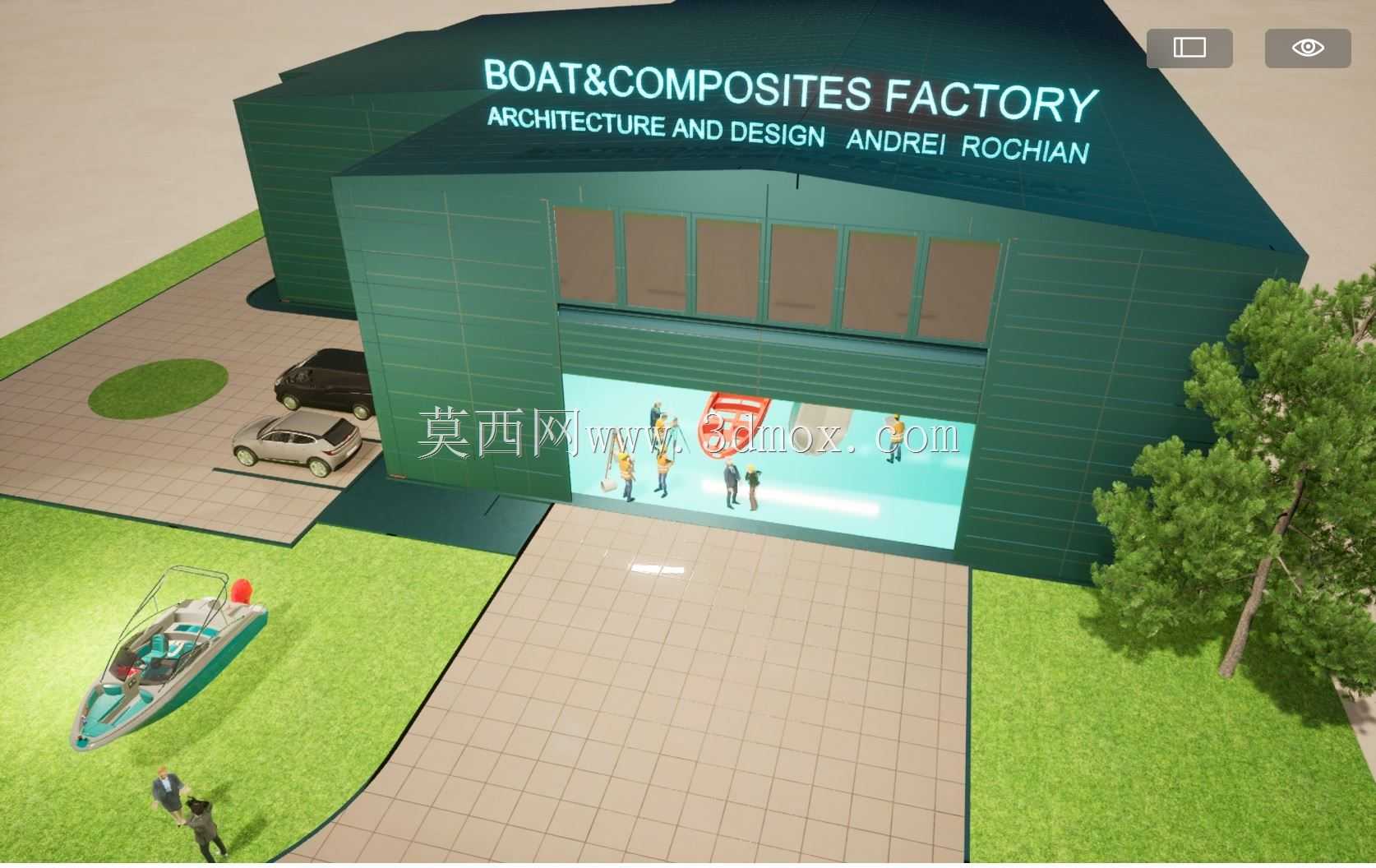


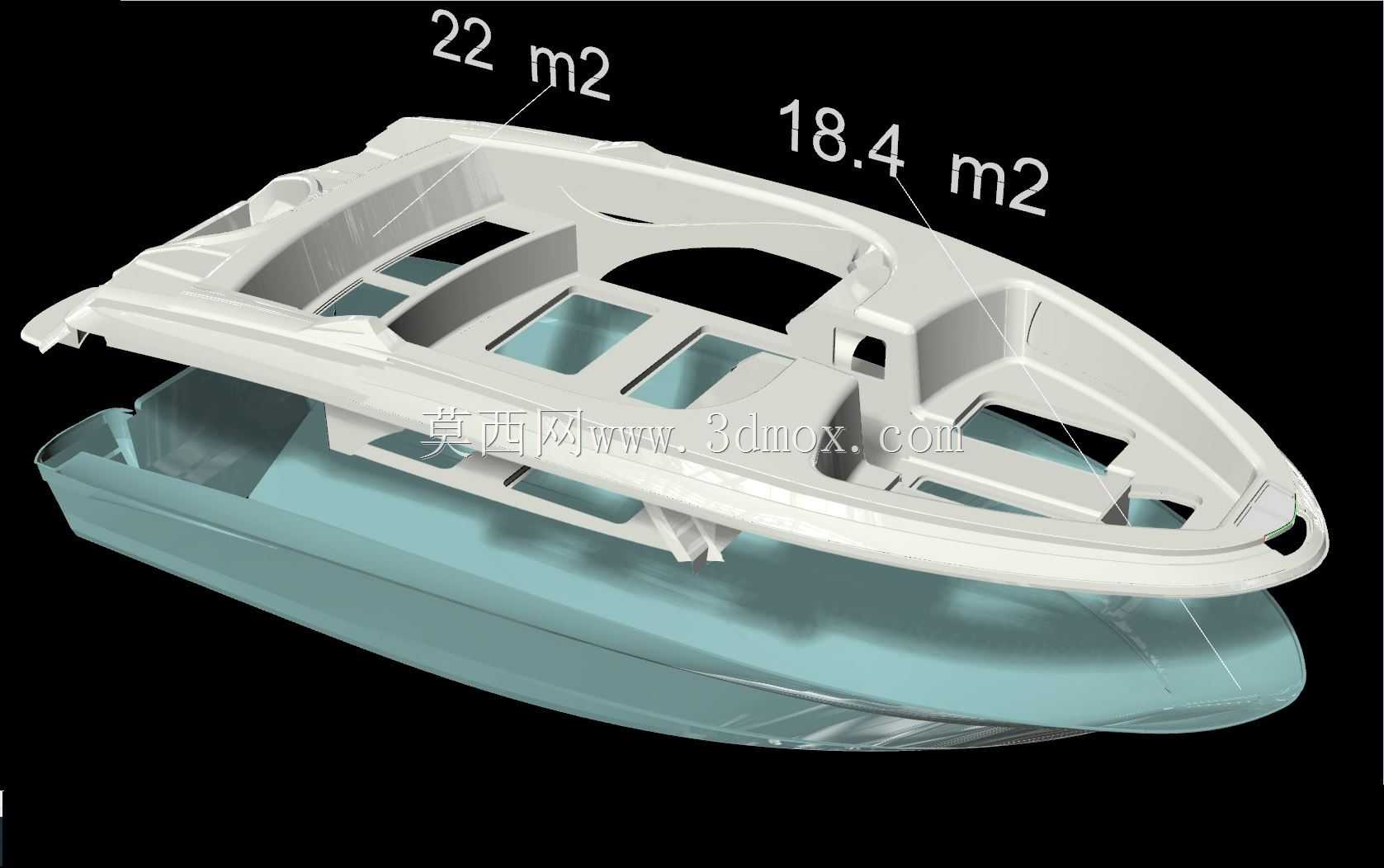

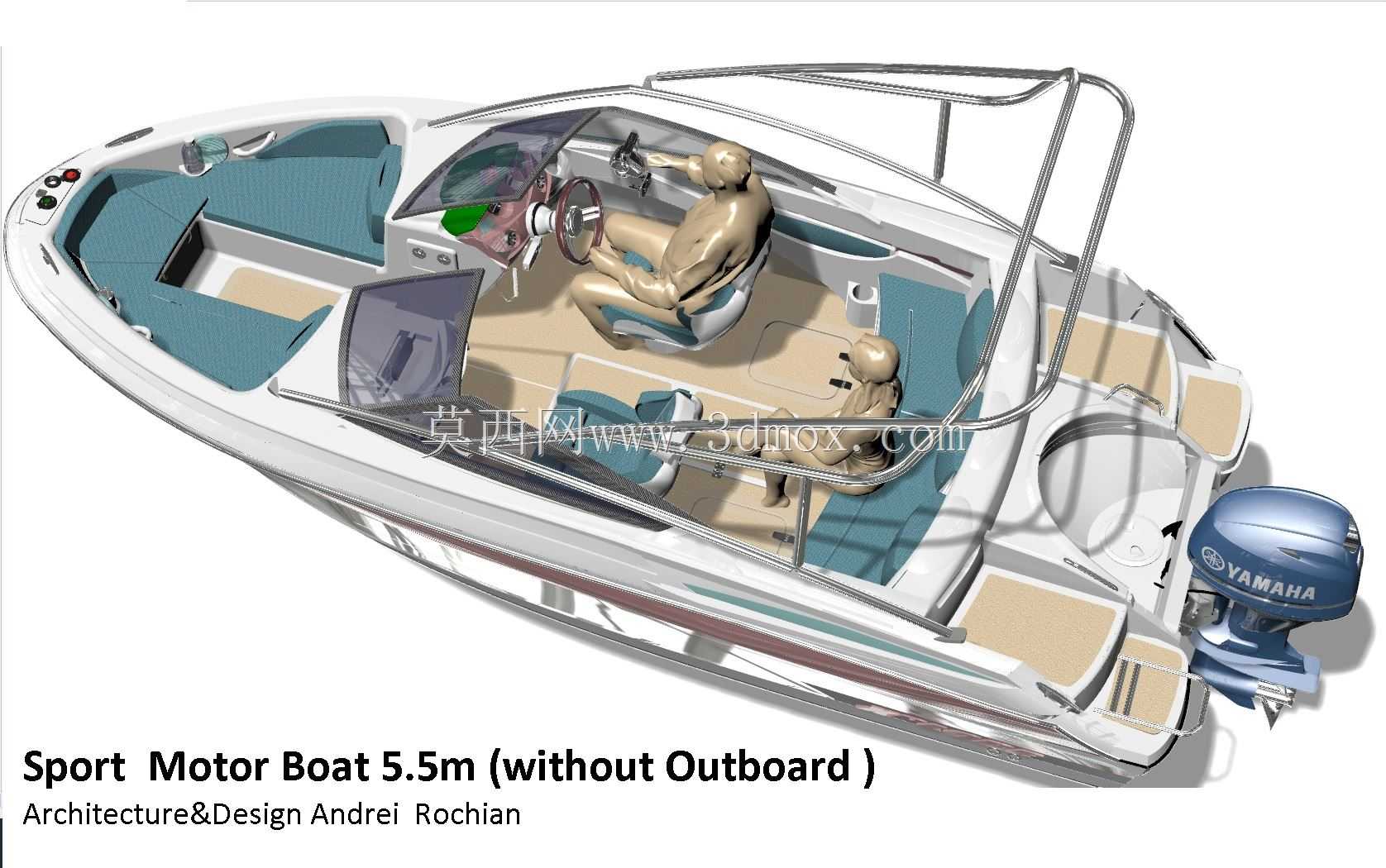

创建计划;建立玻璃纤维复合材料船厂架构;Andrei Rochian设计我们为创建一个成功的船厂提供完整的服务,包括1.主要初始产品5.5m运动船的设计,2 。工厂布局组织和分区, 3. 玻璃纤维工艺流程的技术和技术论文的转让4.真空灌注 真空装袋或树脂转移法 5. 玻璃纤维复合材料制造技术.6. 市场分析 市场定位目标 设计、组装和生产一艘针对性能和风格进行优化的 5.35 米运动艇,重点是具有成本效益的模具创建和高效的工厂布局。船规格 总长度 (LOA): 5.35 m波束 (Bmax): 2.17 m 水线长度 (LWL): 4.25 m波束水线 (BWL): 1.8 m 船尾斜角: 19° 船体高度: 1.3 m 吃水深度: 0.36 m 预计重量: 1,411 kg 发动机功率: 200 HP 预计速度: ~34结2。模具设计与施工模具表面船体模具表面积: 18.4 平方米甲板和驾驶舱模具表面积: 22 平方米。最低成本的模具制造材料:用于塞子的高密度聚氨酯泡沫或中密度纤维板。用于模具本身的玻璃纤维增??强聚酯(FRP)。用于稳定模具的钢或木制加固框架。工艺:塞子创建:CNC m
机加工(精度较好)或手动成型,以适应预算限制。使用胶衣使插头表面光滑。模具叠层:在插头上涂抹脱模剂以防止粘连。将玻璃纤维和树脂层压在插头表面上。构建多层以提高耐用性。表面处理:对模具进行打磨和抛光,使生产表面光滑、有光泽。在生产过程中涂上脱模蜡,以便脱模。3.工厂布局a。关键区域层压区:船体和甲板成型的专用区域。气候控制以确保树脂正确固化。装配区:用于连接控制台、座椅和配件的空间。喷漆和精加工区域:胶衣应用和喷漆的无尘环境。模具存放和维护:模具的存放空间,易于清洁和维护。工作流程优化顺序生产:从船体成型开始,然后是甲板和驾驶舱成型。尽可能允许并行流程(例如,层压一个模具,同时固化另一个模具)。批量生产:以 5-10 为批次生产船只
- 上一篇:MeArm型节省空间机械臂
- 下一篇:螺旋桨 B 系列 20''

- 全部评论(0)

- 模型大小 :未知
- 消 耗 :5莫西点
- 下载次数 :
- 包含文件 :Rhino,Rendering