|
|
1 - 用于切割或开槽
2 - 用于铰孔或开槽
3 - 凿子
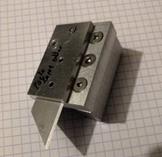
4 - 简易夹具
5 - 模具固定器 6 - 弯管机
7 -
用于固定小螺钉的钳子
8 - 用于处理小螺钉的钳子
9 - 丝锥延长件
|
|
10 - 用于切割聚四氟乙烯垫圈的工具
11 - 锯片支架
12 - 用于 5 个孔的分隔板
13 - 深度规
14 - 简化弯曲
15 - 泽维尔弯管器
16 - 用于小螺钉的“螺丝刀”
17 - 圆锯片支架
18 - 用于螺杆恢复
19 - 120° 轴铣削 |
|
|
|
|

1 - 用于切割或开槽
|
使用曲线锯上的旧钢锯条,然后使用台式磨床,然后是砂轮,最后是油石来正确磨锐。
您还可以调整其厚度(在适当的范围内:脆弱性)以进行重复性工作。
附图中塔的一个小支撑。
相对于商用工具的优势:价格明显,而且长度允许切割更大的直径。 |
|
|
|
|
 |
|
切割大直径圆没有困难。 |
|
|

2 - 铰孔或腔室
另一个竖锯刀片...这次将平放在刀架上使用。 |
|

3 - 凿子
总是使用拼图刀片来获得这些非常实用的凿子,特别是当它们按照要进行的切口的宽度制成时。
垂直于纤维使用。剩下的,用手术刀。 |
|
|

4 - 临时夹子
对于固定小零件非常实用:在这里可以对齐楼梯的台阶,然后钻孔。
支撑力足够了,精度也有。 |
|

5 - 模座
这不是我的:我很幸运地在随我的车床出售给我的大量配件中找到了这个工具......
这个小工具很容易制造,并且可以在车床上获得良好对齐的螺纹。
内陆海岸将取决于要使用的区域。
至于使用,很容易理解...挡住移动托架,您只需正确跟随轴,用心轴支架的曲柄伴随模架的运动 |
|
|
|
6 - 建造一个弯管机
|
面对弯曲的 5 x 4 铜管,锅炉管必须相同但相当短,我最终实现了这个小技巧来轻松实现这一点。
事实上,完成它所花费的时间可能不会超过我本来会花费的时间,而传统方法的结果却不太令人愉快。更重要的是,它还可以再次使用...... |
|
 基于 5 毫米厚的铝,结构相当简单。 基于 5 毫米厚的铝,结构相当简单。
支撑板的一侧是圆形的,以允许移动轮枢转。固定轮的轴和与管相切的孔位于该板上。因此,不再跟踪以下管子。
轮子的直径设计为曲率半径为 10。
杠杆由两块黄铜板拉制而成,长度足够长,无需用力过大。
请注意,购买时已经退火的铜管将进行第二次退火......并且,尽管弯曲良好,但仍需要轻轻的平锤敲击,因为会形成轻微的平坦度! |
|
 |
|
装配并跟踪零件以获得
|
|
|
 |
|
管子的定位和移动轮的开始移动
|
|
 |
|
成品的一侧
|
|
 |
|
我们回去重新开始手术
|
|
 |
|
4根相同的锅炉管
|
|
|
读完这段简短的描述后,来自塔希提岛的朋友洛朗做出了他的贡献,我下次会考虑到这一点:
“我刚刚看到你为你的管子做了一个弯管器。如果可以的话,你就不会没有“poc”了或者,如果管子直径为 5 毫米,定滑轮的凹槽深度大于另一个滑轮上的管子直径(即 3 毫米),则不应压平管子我们找到一个2毫米深的凹槽,或者总共5毫米,两个滑轮的外径必须相互接触……确实,“脱模”定滑轮中的管子有点棘手,但是。我们得到了一个超弯管!
|
|
 我本来想推迟这个练习,但我的锅炉有故障……泄漏太多! 我本来想推迟这个练习,但我的锅炉有故障……泄漏太多!
所以,我们显然会再次启动管道。
由于没有 6 或 7 个铝来加工 Laurent 规定的组件,我只是在固定部件上添加了 2 个厚的铝垫圈,该垫圈将管子牢固地固定到位并避免覆盖。 ;移动部分在该垫圈下方滑动。
它确实有效,而且更好,但还不够完美。好吧,我们不要问太多...... |
|
|
7 - 用于固定小螺丝的钳子
|
我们并不总能找到长度合适的螺钉,因为我们需要拥有大量不同直径和尺寸的库存。
一般来说,我们会切割以获得合适的尺寸,但问题是,螺丝“很难拿”!
然后,您必须用钳子或平口钳去除切口的残留物,并沿着螺纹边缘轻轻锉动锉刀。如果螺纹是 3 或 4 毫米,则在此操作期间提供支撑并不明显。 |
|

切割“齐平”的小扁钳不会持续很长时间,尤其是当您用它们切割任何东西时。前往垃圾场或获得第二次生命。
它们可以完美地固定小螺钉,头部锁定在下面。 |
|

无需磨碎指尖或指甲,您可以用小磨床穿过螺纹端,然后用锉刀进行微调。
拧紧力度要适中,否则废弃的钳子可能会报仇,剪断你的螺丝! |
|
|
8 - 螺丝钳
|
定位和拧紧一个有用长度只有 2 或 3 毫米的小螺钉并不总是那么容易......
我刚刚与其中两个进行了相当的“战斗”(特别是因为我想在发动机启动时拧紧和拧松)仍然很热!),即使在指甲之间捏......
这件事,可能不新鲜:
1。拿一把平边“镊子”:该范围非常适合
3.2螺丝。对于较小的螺钉(1.6 或 2),研磨其外表面之一,使其进入螺钉槽。
3 .我们开始用钳子拧螺丝,然后用螺丝刀完成,
注意钳子仍然可以使用...... |
|
 |
|
不是很长或很大!
|
|
 |
磨光面,螺钉头卡
在两个面之间
|
|
|
9 - 龙头延长杆
|
小问题:当我的车轮完成时,我意识到我忘记钻孔和攻丝榫头,榫头应该容纳电机轴上的锁定螺钉!
知道轮子代表了几个小时的工作,在不拆除所有东西的情况下进行一点思考和解决方案:进行扩展...... |
|
 |
我们测量驱动方块对角线的抽头(此处,对于 3 的抽头,对角线为 3.5)。
一个 6 毫米黄铜圆钻,长度为 3.5 x 15:1 个 M2 止动螺钉和两个 3 毫米孔,用于放置驱动杆。
我们还可以根据要达到的距离钻其他孔。唯一的问题是止动螺钉的头部不得接触。在这种情况下,这是没有必要的,但我们可以通过安装一个没有头部的止动螺钉来克服这个困难。 |
|
 |
|
车轮被虎钳夹住
|
|
 |
|
通过水龙头
|
|
|
10 - 用于切割聚四氟乙烯或硅胶垫圈的工具
|
到目前为止,我使用的是经典方法:接近要切割的圆形,聚四氟乙烯或硅胶,然后用......切割它,很多浪费!
您还可以使用切片机在可居中的引导下获得特氟龙段。但我想尝试一些其他的东西(这个新过程也使得获得段成为可能)。
然而,要使用饼干切割机,您必须拥有所有厚度的聚四氟乙烯板。
发现自己面临着大规模生产,对此过程进行了一个小小的改进:仍然是刀具,但是......这次有可能获得厚度精确到 1/ 10 的垫圈。另外,易于构建!
使用
对于所选示例:获取厚度为 1、内径为 2、外径为 5 的垫圈。开始了 ... |
|
 |
|
卡盘边缘有圆形聚四氟乙烯,以 2.1 钻孔,否则会因为钻孔产生的热量而卡住!
|
|
 |
|
取出圆,将内径为 2 的铝管放入尾座卡盘中,然后将 2 的黄铜棒(铝更好)插入特氟龙圆和该管中
|
|
 |
|
将聚四氟乙烯圆加工到正确的直径,在本例中为 5 甚至更好,如果它必须装在 5 的外壳中,则加工到 4.9 甚至 4.8(破碎)
|
|
 |
|
将新玩具放入工具架中并挤压外端
|
|
 |
|
压切:通过纵向滑架的移动获得垫圈的厚度
|
|
|
|
|
 |
1 - 半圆形切割
2 - 减薄部分的 90° 切割
|
|
 |
1 - 刀具旋转的支撑
2 - 将刀片锁定在垂直位置
|
|
 |
|
将安装到刀架中的支撑件。必须在 7 处进行反向钻孔,以容纳用于拧紧 M2 螺母的钥匙和扇形垫圈。
|
|
 |
|
在 2.5 处钻孔并在 3 处攻丝以确保刀刃、刀片和 1.5 厚垫片之间的阻挡
|
|
|
 |
|
有必要减少用作枢轴的螺钉头以及用于在切割机中移动刀片的螺纹接头的厚度
|
|
 |
|
将螺丝拧紧到10的平方
|
|
 |
|
第一次尝试获得的垫圈并用卡尺检查
|
|
 |
|
很多 bla-bla-bla,而这些草图就足够了!
|
|
|
|
|
11 - 锯片架
|
|
一种非常简单的工具,由低碳钢或黄铜制成,用于固定细齿刀片。这是0.2厚。我已经打破了前一个,直径更小,握持力更好。在我看来,我们必须满足最大外径 3... |
|
|
|
12 - 5孔隔板
|
我本来打算制作一个纸模板(用木胶粘合)来正确钻孔OLI的上盖,当我告诉自己,为了描画,可以用另一个圆盘替换分隔板的圆盘时......由胶合板制成!
当然,它无法承受密集使用。在这个假设中,它可以由铝制成。 |
|
|
|
|
原始磁盘有 24 个分区。下面的孔允许定位,并且它是一个可以降低的凸耳(弹簧),将圆盘阻挡在正确的位置。
想法是用木盘(3毫米左右的优质胶合板)代替它,钻5个直径为2.5的孔以获得常规位置。剧情请看下面的专辑。在A中,最终检查。
至于尺寸,都是原盘的尺寸,尤其要注意定位孔的直径。 |
|
追踪
|
|
|
 |
|
追踪
|
|
 |
|
切割方式:拼图
|
|
 |
|
组装和验证
|
|
 |
|
已准备好得分
|
|
 |
|
使用
|
|
|
13 - 深度计
|
这确实是一个 DIY 过程,但非常有用。
一个非常简单的结构:一根金属棒(此处直径为 1.5)、一块钻孔至 1.5 的“异国情调”木板条……而且很紧!
插入杆,与木头齐平,然后测量...甚至不到十分之一,但它可以很好地了解深度并避免很多错误! |
|
|
|
14 - 一个非常简化的弯管机
|
退火后可以轻松弯曲 2 x 3 或 3 x 4 铜管。
但是,当一侧已经钎焊时,如何才能获得完全相同的电弧呢? |
|
 |
|
如果可能的话,将两根管子折叠得相同 |
|
|
 |
|
拧上与板上要获得的半径相匹配的直径的圆 |
|
 |
|
楔入组件:两个钉子将管子固定在黄铜圆上;末端用木头楔住 |
|
 |
|
而且它自己折叠起来... |
|
|
|
15 - 泽维尔的弯管机
|
|
Xavier TRINCHET让我很高兴向我发送了他制作的弯管器的使用计划和照片,这可能会受到我的小技巧的启发......这次我将从中获得灵感的美丽成就! |
|
|
|
使用
“这是 180° 弯曲的分步照片。我们会看到有一个小区域,管子被挤压了一点,但这不会损害流体的通过。
为了补偿这个轻微的缺陷,它有必要重做我用手头的工具加工的滑轮的凹槽......”
|
|
|
|
|
|
16 - 用于小螺丝的“螺丝刀”
|
其实一把“螺丝刀”,它更多的是一个配件,可以节省很多时间,不再烦躁地吃我的管杆……
对于包括头部(平头)在内的M1.6小螺丝来说,一个无可挑剔的小东西就是直径3毫米。
只需取一根管子来固定它即可。
剩下的就看图片了... |
|
|
|
|
|

然后,当确实很难触及时...将一根硅胶管穿过两块金属板进行定位:例如,对于 M2 螺钉,请以 2.5 钻孔! |
|
17-圆锯片刀架
|
锯片很贵,刀架更贵!
内径为 8 的刀片的快速构造显然无法适应。
通过对该直径8或其他直径的精确调整将确保正确的操作和安全。
锯片厚度0.2,直径30/8(30外径;8孔径),Z=100(齿数)。
使用:该动作必须缓慢且有规律地进行,同时考虑必须“抓住”金属的牙齿的方向。 |
|
|
|
|
|
18 - 用于螺钉回收的心轴
|
 |
在Patrick LECLÉRE建立的文件中。
单击照片即可访问要下载的 PDF 文件。 |
|
|
|
|
|
电机轴端部 120° 铣削
我的塔的分隔器不允许这条太长的轴线通过。
//这发生在我身上,我使用了一个正方形来定位虎钳......并不是最好的。
这里有一个“DIY”,可以让你更精准。
|
|

取六角形的碎片,并将其钻孔至轴的直径,此处为 4。其中两个装有 M2 紧固螺钉。
请注意,通过插入 3 x 4 铝环,它可以用于直径为 3 的轴。环纵向剖开。 |
|

铣削前准备轴。
平放,将中心定位环放入虎钳后,将端环锁定在 120°。 |
|
|

将面向刀具的锁定螺钉放在虎钳中。
通过中心环获得正确的紧固,
然后,我们转动组件以进行第二次铣削。 |
|

这棵树的正确组装...比我的第一种方法更正确! |
|
|
90°端铣?
为此,采用正方形而不是六边形...... |
|