
在单缸之后,这是一个双缸,为了“复杂化”事情,缸倾斜 90°
对于结构,我从“Plumbé”中获得了很多灵感,值得参考本页:
 |
|
|
|
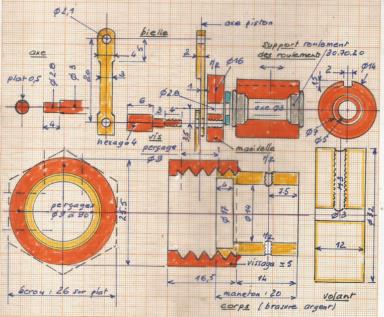
一般研究
它允许您根据活塞的位置计算要制造的零件的尺寸。
注意 A:活塞永远不会处于该阻塞位置!
以下是曲柄旋转时它们的定位方式:
|
 |
|
|
 |
第一份详细计划
|
|

|
|
|
 |
|
拆卸曲柄销六角形
|
|
 |
|
钻孔 17 x 4 深
|
|
 |
|
14轮
|
|
 |
|
螺母六角形的恢复
|
|
|
 |
|
2 个钎焊件(银)
|
|
 |
|
完成后检查
|
|
 |
|
银钎焊
|
|
 |
|
完成曲柄销!
|
|
|
轴承座的生产:
-
14强赛居中
-
用...特氟龙阻挡(轻微发挥)!
-
标记插槽的位置
|
|
|
|
|
|
钻孔
使用分隔板。
//用小钻头是不可能钻9个孔的,你得找点东西! |
|
 |
|
:要进行钻孔
|
|
 |
|
安装在板上
|
|
 |
|
3 个钻孔(2.5 个除外)
|
|
 |
|
9孔大型中心钻
|
|
|

我们通过 3 号钻头的 3 号孔将允许在大钻头下方的良好位置进行阻挡。 |
|
 |
|
连续钻孔达到9个。
|
|
 |
|
操作完成
|
|
|

用于将轴承座锁定螺钉装入实用的 2 宽度槽中。
通过这个槽和这种可能的阻挡,我们可以调整曲柄的位置,使连杆恰好位于气缸的轴线上。 |
|

另一个标记是用于将曲柄销锁定在底座上的钻孔和螺纹孔。 |
|
|
支持
采用 4 号和 6 号铝制,必须保持发动机水平。
螺钉将突出到机箱下方并可进行固定。
如果出现错误,您还可以将聚四氟乙烯“垫片”滑到曲柄销支架下方。 |
|
 |
|
与生产的车身相对应的评级
|
|
|
|
|
|
|
气缸
从 8 x 10 管开始,其端部必须减小到直径 9,并进行调整(如果可能的话稍微紧一些),并在 9 处钻孔。
|
 |
|
|

曲柄和连杆
曲柄最初直径减小到 15,但这是不必要的,它可以保持在 16,孔径为 17....
对于 2 x 4 扁平连杆。 |
|
 |
|
钻孔后定位
|
|
 |
|
厚度减少至 1
|
|
|
 |
|
去掉0.5。
|
|
 |
|
::另一边 = - 0.5 |
|
 |
|
连杆在同一轴上
|
|
 |
|
第一次编辑
|
|
|

关于“球支架”,
考虑到遇到的问题(参见视频),我认为孔径为 4.5 的蒸汽入口不好,所以我改用了孔径 5。
但是,在重做时,我会选择另一个解决方案:保留在没有 4.2 铣刀的情况下,4.5 孔非常适合引导 4 球,这需要两侧钻孔。 |
|
活塞
与 0.35 cm 3单缸发动机所用的相同。
对于第一次测试,将奶嘴调整到 3.5 毫米,这可能有点夸张。在接下来的测试中将会看到。 |
|
|
|
|
气缸的钎焊
这将分两期进行。
为了获得支撑,必须使用 2.5 毫米的垫片补偿圆柱体的高度差。 |
|
 |
|
楔入
|
|
 |
|
第二个气缸的焊接
|
|
|
第一次编辑
需要将8发的子弹打入带有少量油和莫罗的气缸中。活塞从顶部有螺纹。
连杆固定在曲柄上,其端部有4个M2六角螺纹。
我们已经可以通过在末端钻 4 颗圆孔来检查活塞的位置,以供乳头通过。 |
|
|
|
钻排气孔。
这些气缸并不容易。然后用粘网标记位置,粘网的上边缘将显示在哪里打导向孔。
第一次尝试,一洞为 2。 |
|
 |
|
发现
|
|
 |
|
钻孔2
|
|
 |
|
控制
|
|
|
软木塞
对于每个气缸,在气缸顶部焊接一个套环、球支架、引入蒸汽的盖子。
当我发现自己没有足够长的螺钉(3 个六角头)时,这是一个大问题解决方案,销钉...有接触气缸的风险。此外,所使用的螺钉不能很好地装入法兰的螺纹中。解决办法:将螺丝头直径减小到2毫米,可以在焊接前装配时堵住。
结果,修改了 2 个孔的钻孔直径。 |
|

要组装的 3 个元件:为了验证,将一根直径为 9 的 8 根管子插入套环中,然后将其插入球固定器中。 |
|

在上盖的 1.6 处钻孔,作为引导。 |
|
|
 |
|
集会
|
|
 |
|
1.6 钻孔用整体部件
|
|

轴环M2处有攻丝:注意维护。
其他元素列于2.1。 |
|
|

用假销钉组装。
在阻挡之前确保它们是垂直的。 |
|

使用 3 个 M2 螺母安装。
是时候检查球是否正确安装了... |
|
|
|
|
|
|
一个微妙的时刻,锡焊(我不敢焊)项圈。
这种焊接将使假螺柱与组件成为一体。
问题,必须维护,但代表0.5毫米的接缝是不可能保留的。因此,我们将制作 2 个 2.5 毫米的垫片来保持主盖和轴环之间的间隙。 |
|
 |
|
必要的草图
|
|
|
|
|

得到的结果。
然而,当您想要组装或拆卸带有蒸汽的T形时,您必须稍微松开盖子的螺母。 |
|
|
|
|
|
|
|
|
|
第一次尝试
|
|
https://youtu.be/eGP-LSHmFJw
|
|
|
|
第二次测试表明需要更大的方向盘,至少目前是这样。
这个方向盘借鉴了Gems SUZOR的瞬间汽化机械,直径64毫米。
|
|
|
https://youtu.be/opOievMWGh4
|
|
|
|
|
改进、修改
|
排气管
如果你让它直接从气缸中表达出来,那就不太令人愉快了。我们将在 4 x 5 管中安装 2 根管子,这些管子将银焊在取自 8 x 10 管子的支架上(安装在 8 x 10 气缸上)。
这 2 根管子是向上的,这是一个遗憾,因为它们会保留,特别是开始时,一点点凝结将它们向下或水平引导会更好。 |
|

首先在 5 处对 10 x12 管进行钻孔。钻头可以正确排列它,将其分成两部分。 |
|

对于分离,我们使用2个刀具。但是分离不应该完全进行。 |
|
|

最后的分离是用锯进行的。 |
|

为了完成,我们使用一个文件来移动所获得的部分。 |
|
|

焊接准备。
最好将 4x5 管稍微压入 5 孔以获得适当的支撑。 |
|

其中一个组件并不完美,4 x 5 管向内突出一点。用 7 号钻头去除圆柱体上妨碍完美镀层的物质就足够了。 |
|
|
 |
|
结果
|
|
气缸修整
带有小板条,必须覆盖后部。
该工艺常用于小型锅炉。 |
|
 |
|
准备
|
|
 |
|
2 钻孔法兰,M1.6 螺钉
|
|
 |
|
临时集会
|
|
 |
|
**在 8x10 管上测试
|
|
|
 |
|
在气缸上
|
|
|
|
|
|
在这些改善发动机外观的小“工作”之后,**测试**不会是太棒了。
不过这个视频也不是没有用,它可以让你体会到这款发动机的排气优先级 |
|
|
https://youtu.be/YVdafDb1iAc
|
|
|
|
|
|
|
变化
这将影响球升力的调整:奶嘴将从 4 毫米变为 3.5 毫米。
谁将尝试调整无法正常工作的气缸上的排气装置的位置。
我们将借此机会再次用小规检查球的运动。 |
 |
|
|
请注意,对于这些修改,完全拆卸发动机是没有用的...
对于接头的长度,我们在不接触连杆的情况下留有 1 毫米的余量,这里我们仅将其降低 0.5。 |
|
|
|

为了良好的定位:在气缸上的排气孔前面打开管井,一个小木(或铝)销。
一侧直径 2.5 进入气缸孔,另一侧直径 4 毫米进入管道。 |
|

将销钉安装在气缸上。 |
|
|

将杆插入管道的开口中。 |
|

照片模糊,太糟糕了!!!
使用标尺找到排气管的正确位置(此处距离螺母 3 毫米)。 |
|
|
|
|
|
https://youtu.be/QNMt-Eb9zSI
|
|
|
|
|
 |
|
 |
|
|
在视频3结束时,我想过放弃,并对所获得的结果感到满意。
经过这次新的测试,在我看来,通过稍微扩大气缸上的排气表面,我们可以获得更好的效果。为了有... |
|
|
 |
|
 |
|
排气孔扩大
它将横向完成,以免改变活塞与其相切的力矩。
但我们将继续使用几乎 8 平方毫米的开口,而 2.5 直径的孔仅提供 4.9 平方毫米的抽空空间,
这种扩大是使用直径 2 的刀具进行的,这使得可以使用销钉来定位管道。 |
|
|
|
|
最终测试表明连续转换效果良好!
发动机再次接受“小飞轮”,
它还接受驱动空气制动器(*),
最后接受转动螺旋桨。
(*) 一个小的打字错误:它不是 1300 rpm,而是 1200 rpm 左右。但是,结果不会改变。
有了能够再次保压的锅炉,我们说不定还会有更大的惊喜! |
|
|


















































